Un piccolissimo foro
Elenco un piccolissimo foro
-
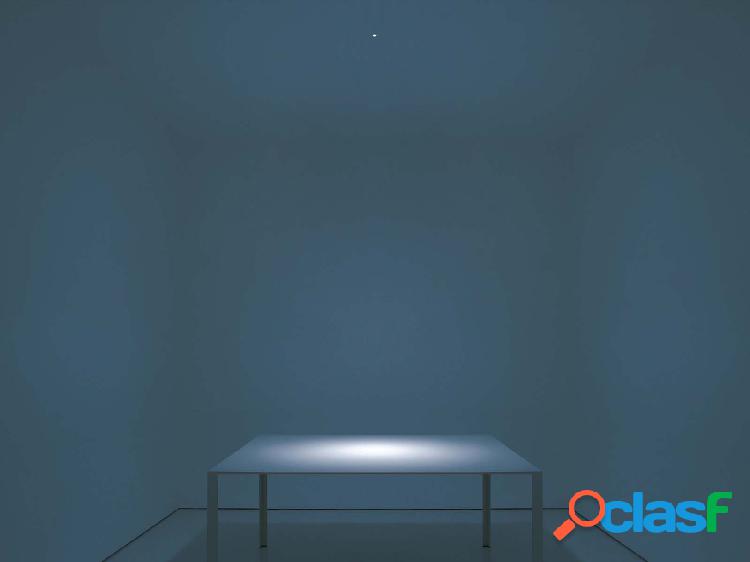
Nulla, prodotta da davide groppi, è una lampada da parete ad incasso che consiste in un piccolissimo foro eseguito nel soffitto che risulta praticamente invisibilevincitrice del compasso doro 2014affascinante come unillusione ottica, nulla nasconde in realtà un sofisticato portalampada in miniatura dotato di trasformatore, che accoglie la lampadina e viene completamente mimetizzato sotto il pannello di cartongessolampada da incasso da soffitto led + kit di installazionesorgente: 100 / 240 v - 50 / 60 hz 11 w led - angolo di emissione = 24°kit installazione nero opaco incluso: flangia per cartongesso 12,5 / 15 mmdimensioni taglio cartongesso ø 21 mm - spazio minimo per incasso 75 mmdim dali/push/1-10vincluso trasformatore elettronico per led 2,1 / 22 w - 220 / 240 v - 50 / 60 hz - 1050 ma dcper kit installazione opzionali: pannello per cartongesso 12,5 mm dimensioni taglio cartongesso 200 x 200 mm / 400 x 400 mmgrazie ad uno speciale sistema ottico ed alla tecnologia led proietta un cono di luce sulle superfici sottostanti, evocando la magia di un palcoscenico minimalistalampiezza del fascio luminoso dipende dallaltezza del soffitto, e arriva fino a un diametro di 144 cm
Italia
524 €
-
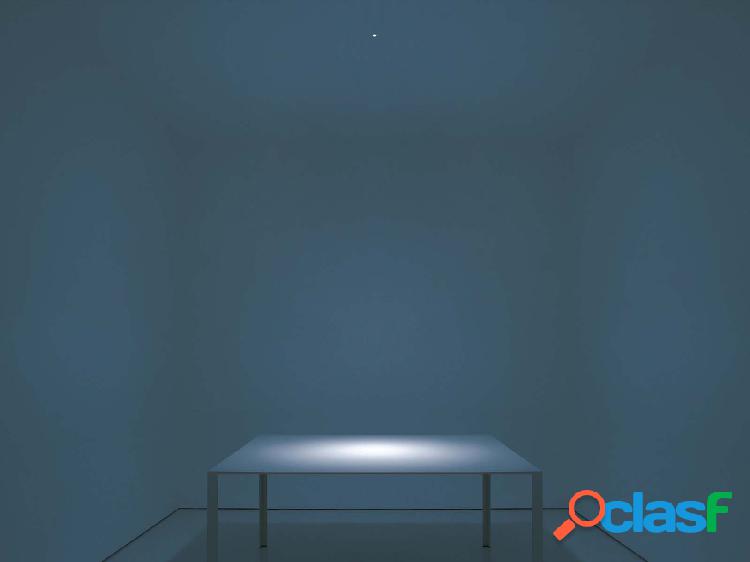
Nulla, prodotta da davide groppi, è una lampada da parete ad incasso che consiste in un piccolissimo foro eseguito nel soffitto che risulta praticamente invisibilel'ampiezza del fascio luminoso dipende dall'altezza del soffitto, e arriva fino a un diametro di 144 cmaffascinante come un'illusione ottica, nulla nasconde in realtà un sofisticato portalampada in miniatura dotato di trasformatore, che accoglie la lampadina e viene completamente mimetizzato sotto il pannello di cartongessolampada da incasso da soffitto led + kit di installazionesorgente: 100 / 240 v - 50 / 60 hz 11 w led - angolo di emissione = 24°kit installazione nero opaco incluso: flangia per cartongesso 12,5 / 15 mmdimensioni taglio cartongesso ø 21 mm - spazio minimo per incasso 75 mmdim dali/push/1-10vincluso trasformatore elettronico per led 2,1 / 22 w - 220 / 240 v - 50 / 60 hz - 1050 ma dcper kit installazione opzionali: pannello per cartongesso 12,5 mm dimensioni taglio cartongesso 200 x 200 mm / 400 x 400 mmgrazie ad uno speciale sistema ottico ed alla tecnologia led proietta un cono di luce sulle superfici sottostanti, evocando la magia di un palcoscenico minimalistavincitrice del compasso d'oro 2014
Italia
524 €
-
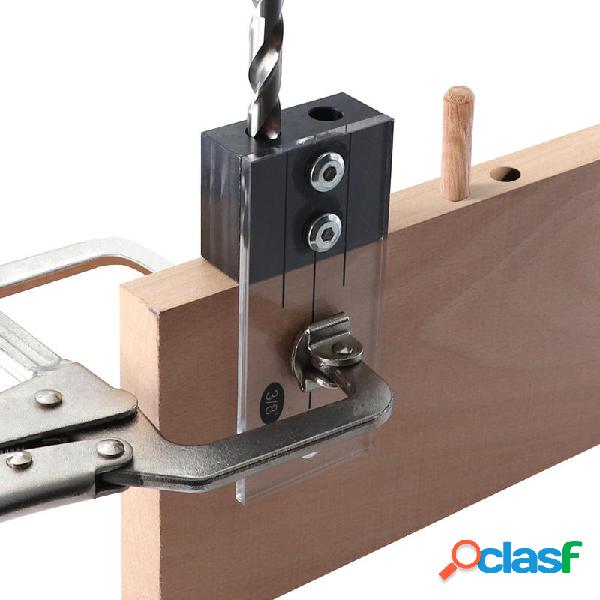
Descrizioni:dado di aggancio in acciaio temprato acrilico foro per tasca verticale 1/23/81/4localizzatore di fori per guida verticale per la lavorazione del legno strumenti specifiche tecniche:materiale: acciaio acrilico e tempratotipo: 1/2, 3/8, 1/4 dimensioni: 115 x 50 x 4 mm (tavola acrilica) caratteristiche: - vertical dowel jigla maschera con foro tascabile è realizzata in acciaio temprato e acrilico, ad alta resistenza e alta durezza; - facile da usarebasta disegnare una linea sulla giunzione delle due piastre e allineare la guida del trapano per localizzare accuratamente; - foro di sospensioneil piatto trasparente della maschera ha un piccolo foro per appenderlo alla paretefacile da riporre; - applicazionebloccare la maschera del foro e la tavola di legno con i morsetti f per un posizionamento preciso e una foratura rapidail pacchetto include:1 set x dowel jig più dettagli
Italia
26280000686645508 €
-

Difetti: unici 2 difetti: 1- piccolissimo foro su sediolino anteriore passeggero 2- in condizioni perfette sia interne che esterne, per considerarla un usato!! - veicolo visionabile su appuntamento (anche in presenza del vostro meccanico/carrozziere di fiducia) - prezzo leggermente negoziabile in fase di trattativa - finanziamento mesi - garanzia guasti attivabile su richiesta mesi - spedizioni veicoli nazionali ed estere - gestione burocrazia fino al passaggio di proprietà ----------------------------------------------------------------------- - mechanical warranty available for 6or 24 months - international deliveries - bureaucracy management for export linkmotors-napoli2 viale comandante umberto maddalena, napoli (na) telproprietario iper maniacale, iper attento al suo veicolo, sia la carrozzeria che gli interni sono in un eccellente statoemail: ****@****it *link motors declina ogni responsabilità derivante da involontarie incongruenze riguardanti i dati pubblicati in questo annuncio anno: km: alimentazione: diesel cilindrata: optional: abs, airbag, airbag laterale, airbag passeggero, airbag posteriore, alzacristalli elettrici, antifurto, appoggiabraccia centrale, appoggiatesta posteriore, autoradio, bluetooth, bracciolo, cerchi in lega, chiusura centralizzata, climatizzatore automatico, comandi al volante, computer bordo, controllo trazione (tsc - asr), cruise control, esp (controllo stabilitã ), fari xenon, fendinebbia, frenata di emergenza assistita, indicatore temperatura esterna, interni pelle, isofix, lettore cd mp3, navigatore, paraurti in tinta, partenza assistita su pendenza, regolazione sedili elettrica, retrovisori ripiegabili elettricamente, schermo multifunzione, sedili sportivi, sensori di parcheggio anteriori, sensori di parcheggio posteriori, sensori pioggia, servosterzo, specchietti elettrici, start e stop, trazione integrale, volante in pelle inserzionista: link motors - napoli capodichino0cc 140cv cambio automatico, anno con km meravigliosa!!! l'audi q3, suv imponente, adatto a tutte le tipologie di strade; sterrate e quelle di città, senza problemi! grazie alla trazione integrale si muove bene anche sui fondi scivolosi, dove mette in campo l ottima tenuta di strada e l efficacia del cambio automatico in abbinamento al brillante 2** (utilizza il modulo di contatto per inviare email) web: wwweffettuata pulizia radiatore effettuato tagliando cambio e friziona a km , prossimo km varie: stato cinghia: 80% stato freni: 70% stato frizione: 80% stato gomme: 60% bulloni antirapina, doppia chiave intelligente, block shaftpraticamente stupenda!!! possibilita di finanziamento e di garanzia mesi!!! manutenzioni: ultimo tagliando effettuato: km in data prima revisione: scadenza ultimo cambio gomme: fatta ultima inversione, sostituzione prevista tra km mila sostituiti freni anteriori + pompa acqua0 tdi quattro s-line edition automatica!! link motors napoli capodichino propone in vendita: audi q3 quattro tdi versione s-line diesel 2la capienza del bagagliaio è adeguata alle esigenza della famigliavende per passare ad altro segmentoil ben rifinito abitacolo ospita adeguatamente e comodamente quattro persone, sufficiente la quantità di portaoggetti e ben collocati i comandi0 tdi quattro edition audi - q3 - 2i consumi sono molto contenuti, grazie al sistema start&stop che assicura un notevole risparmio
15489999771118164 €
-

25 e composto da: cucina, disimpegno, tre vani utili, un bagno, due ripostigli e un piccolissimo balconeinserzionista: asterisco immobiliarein vendita a montevarchi appartamento - via poggio bracciolini nvieni a scoprire come acquistare prima dell'astaclasse energetica: n25 - montevarchi (ar) appartannuncio finalizzato alla vendita del servizio di assistenza per un acquisto sicuro e conveniente25 - montevarchi (ar) appartamento posto nel comune di montevarchi (ar) in via poggio bracciolini nappartamento - via poggio bracciolini nimmobile posto in vendita dal tribunale
21 €
-

Proponiamo immobile in centro, posto al primo piano in un contesto condominiale composto da: ingresso nel soggiorno dotato di un piccolissimo balcone, due camere da letto, antibagno e bagno, disobbligo e ripostigliolappartamento è dotato di cantina al piano interratoper chi acquista come prima casa, sono previste agevolazionicerchi casa allasta? ti sei già informato? pensi che il mutuo al 100% sia solo una pubblicità? astexte, la soluzione! cosa aspetti? classe energetica: e 146,87 kwh/m3 a
spese: 0
anno: 0
vani:
camere: 2
riscaldamento: autonomo
stato:
tipo cucina:
mq: 99,88
giardino: , 0 mq
box: 0
ubicazione: , , cremona, , italia
latitudine: longitudinelimmobile viene venduto dal tribunale tramite asta giudiziaria e il prezzo indicato si riferisce allofferta minimaCremona (Lombardia)
64688 €
-
Porto rotondo, via del molo 13, l'appartamento è composto da un ampio soggiorno dotato di terrazza coperta, una camera da letto con bagno, una stanza ad uso cabina armadio e un piccolissimo vano ad uso cucinaper chi acquista come prima casa, sono previste agevolazioni02785 longitudine: 9l'immobile viene venduto dal tribunale tramite asta giudiziaria e il prezzo indicato si riferisce all'offerta minimacerchi casa all'asta? ti sei già informato? pensi che il mutuo al 100% sia solo una pubblicità? astexte, la soluzione! cosa aspetti?" classe energetica: g
spese: 0
anno: 0
vani:
camere: 0
riscaldamento:
stato:
tipo cucina:
mq: 92
giardino: , 0 mq
box: 0
ubicazione: via del molo, , olbia, , italia
latitudine: 41diritti pari a 1/1 su appartamento ubicato al secondo piano in comune di olbia, locOlbia (Sardegna)
282962 €
-

Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm16,4⌀ nominale dc, mm3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm52⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9494999694824219 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,9⌀ nominale dc, mm2,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,3avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,4⌀ nominale dc, mm2,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm19,6avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm14,8⌀ nominale dc, mm2,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm18,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm50⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,7⌀ nominale dc, mm2,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm17,5avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm49⌀ codolo ds, mm3
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,2⌀ nominale dc, mm2,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,8avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,6⌀ nominale dc, mm2,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,1avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,1⌀ nominale dc, mm2,2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm15,4avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,5⌀ nominale dc, mm2,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,6⌀ nominale dc, mm2,05normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm1,95normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,4⌀ nominale dc, mm1,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esdescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,5⌀ nominale dc, mm1,85normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €