Scheda pilota
Elenco scheda pilota
-
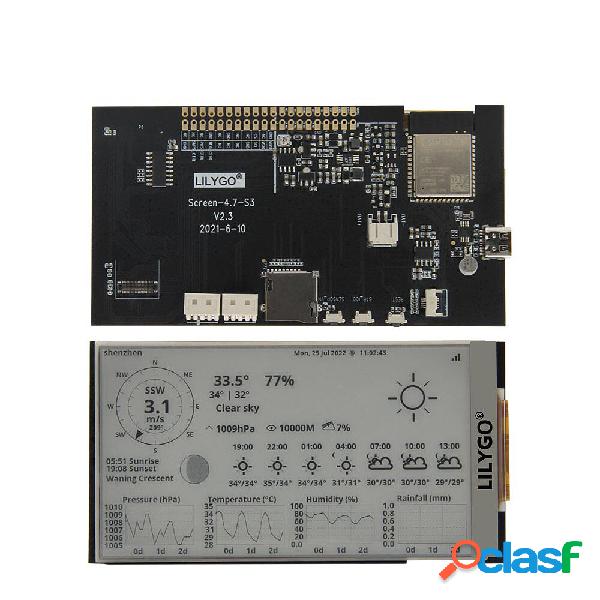
È dotato di esp32-s3 e supporta la scheda tf11 b/g/n bluetooth: v50+ ble- funzioni della scheda: flash: 16 mb, psram: 8 mb- pcf8563 orologio rtc, rilevamento livello batteria, compatibile con interfaccia bus raspberry pi【scrren e-paper】- nome del pilota: ed047tc1- scala di grigi: supporta 2 ~ 16 passaggi - dimensioni: 4,7 pollici - risoluzione: 540x960- elevata riflettività, angolo di visione ultra ampio, consumo energetico estremamente basso, intervallo di temperatura commercialegithub:https://githubdescrizione:t5 47 pollici e-paper v2specifiche del prodotto:-mcu: esp32-s3-wroom-1-n16r8- protocollo di comunicazione: uart, spi, 12c, can, 125, sdio- protocollo wireless: wi-fi: 802com/xinyuan-lilygo/lilygo-epd47/tree/esp32s3il pacchetto include:1×t5-47 pollici s3 e-carta1 × jst 2,0 mm 2pperno femmina 1 × 2,54 mm (2 × 20p)3 è un nuovo schermo e-paper di lilygo
Italia
3604999923706055 €
-

La confezione include:1 x sim868 modulo scheda di sviluppo1vantaggio:interfacce ricche, pianificazione comune di interfacce comuni e jack per cuffie integrato, che consentono di risparmiare spazio con un pinlalimentatore ha un pin di controllo abilitazione, che può controllare linterruttore di alimentazione e può realizzare il controllo remoto senza pilotacorrispondenza dellimpedenza dellantenna 50r, segnale gsm misurato fino a 31 griglia completa in ambienti difficilisupporta il posizionamento della stazione base, il posizionamento normale quando il segnale gps è scarsocon la stessa qualità e lo stesso chip, abbiamo il prezzo più basso e prestazioni ad alto costoi dati di posizionamento supportano lacquisizione e la configurazione della porta seriale gps indipendenti, più opzioni, più convenientecon 2 indicatori di stato, lo stato del modulo è chiaro e semplicedotato di batteria di backup rtc, supporto hot start e warm start, la velocità di posizionamento è notevolmente miglioratasia la porta seriale principale che la porta seriale gps integrano i circuiti di corrispondenza dei livelli e la compatibilità è molto stabilei dati di posizionamento supportano anche la porta seriale gsm, ottenuta e configurata tramite comandi at, che è più veloce e più sempliceaggiunta di vari tipi di programmi a chip singolo, aiutando notevolmente il rapido sviluppo del chip singolonullocaratteristica:supporta gps, bd, glo, posizionamento della stazione base lbs, posizionamento completo
Italia
178799991607666 €
-

Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm16,4⌀ nominale dc, mm3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm52⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9494999694824219 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,9⌀ nominale dc, mm2,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,3avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9345999908447266 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,4⌀ nominale dc, mm2,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm19,6avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9345999908447266 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm14,8⌀ nominale dc, mm2,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm18,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm50⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9144000244140625 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,7⌀ nominale dc, mm2,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm17,5avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm49⌀ codolo ds, mm3
Italia
9144000244140625 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,2⌀ nominale dc, mm2,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,8avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3
Italia
9144000244140625 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,6⌀ nominale dc, mm2,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,1avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
9144000244140625 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,1⌀ nominale dc, mm2,2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm15,4avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,5⌀ nominale dc, mm2,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,6⌀ nominale dc, mm2,05normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8918000030517578 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm1,95normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,4⌀ nominale dc, mm1,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,5⌀ nominale dc, mm1,85normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,75normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,3⌀ nominale dc, mm1,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,9avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3
Italia
8641000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,6normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,55normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3in caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,2⌀ nominale dc, mm1,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,3⌀ nominale dc, mm1,45normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,7⌀ nominale dc, mm1,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,8avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,7⌀ nominale dc, mm1,35normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,8avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,1⌀ nominale dc, mm1,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,1avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8341000366210938 €
-
Nota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota nprima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotai materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,2⌀ nominale dc, mm1,25normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm9,1avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm42⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esuna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cndescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattini
Italia
8163999938964844 €