R1 d1 c1
Elenco r1 d1 c1
-
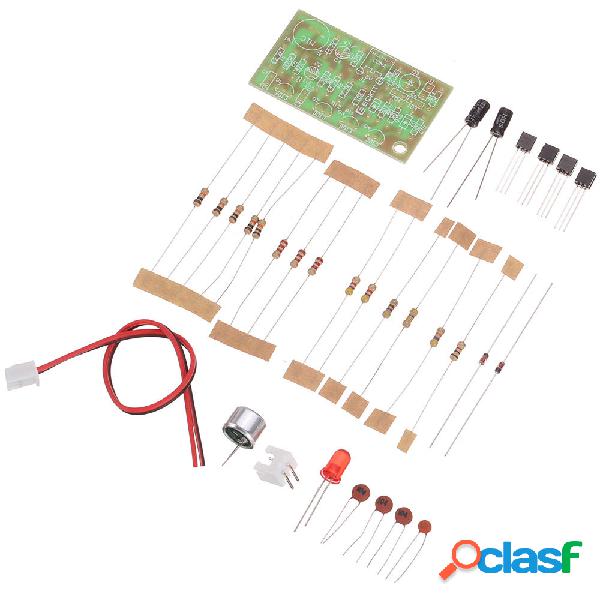
r1 e c1 limitano la risposta in frequenza del circuito a circa 3khz per un intervallo di sensibilità elevatoil segnale audio ricevuto da mk1 è accoppiato alla base di q1 tramite c1dimensione pcb: 28 * 49mmprincipio di funzionamento:q1 e q2 formano un circuito amplificatore audio a due livellidopo lelaborazione differenziale, limpulso di picco negativo viene aggiunto alla base di q3 attraverso d1, il che fa girare rapidamente il circuito e si accende d3descrizione:marchio: eqkitnome kit: kit interruttore a clapmodello di kit: psk-1tensione di funzionamento: 4,5-5 vun morsetto j1 per apparecchiature di controllo esterne è riservato sul circuito stampato e altre apparecchiature possono essere controllate dal suono attraverso il relè di connessione j1(quando si collega il relè, un diodo deve essere collegato alle estremità opposte della bobina del relè)il pacchetto include:1 x voice sound activated led switchallaccensione, lo stato del circuito bistabile è che q4 è spento, q3 è saturo e d3 è spentoper innescare il circuito bistabilequando mk1 riceve di nuovo il segnale di controllo, il circuito si inverte di nuovo e d3 si spegnedopo lamplificazione, il collettore viene alimentato direttamente alla base di q2quando mk1 riceve il segnale di controllo, emette unonda quadra negativa dopo due stadi di amplificazioneal collettore di q2 si ottiene unonda quadra negativa
Italia
5460000038146973 €
-

Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 50 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera: 8 mm⌀ poscopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrposizione libera: 25 mm⌀ pos000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incllibera d1: 1,44 mmlunghezza complessiva l: 60 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7394000244140625 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incllibera d1: 1,44 mmlunghezza complessiva l: 55 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 15 mm⌀ pos× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7394000244140625 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclposizione libera: 12 mm⌀ poslibera d1: 1,44 mmlunghezza complessiva l: 55 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7394000244140625 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 5 mm⌀ poslibera d1: 1,14 mmlunghezza complessiva l: 50 mm× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mm000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 6 mm⌀ pos× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmlibera d1: 1,44 mmlunghezza complessiva l: 70 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxposizione libera: 30 mm⌀ posaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7991000366210938 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrposizione libera: 4 mm⌀ pos× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mm000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-

Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 50 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 10 mm⌀ pos× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 0,95 mmlunghezza complessiva l: 50 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 10 mm⌀ pos× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
6702999877929688 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclposizione libera: 20 mm⌀ poslibera d1: 1,44 mmlunghezza complessiva l: 60 mmper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7394000244140625 €
-
Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera: 10 mm⌀ poslibera d1: 1,14 mmlunghezza complessiva l: 50 mm× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €
-

Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl× 0,25 × d ap maxlibera d1: 1,74 mmlunghezza complessiva l: 55 mmaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrposizione libera: 20 mm⌀ posper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!escopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7394000244140625 €
-

Tolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α=16°per soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiovf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corr× 0,25 × d ap maxaffilatura a doppia fasecontornatura: ap = 0,50 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionedescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxts_fraes-kopieren: ap corrts_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mm000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera: 8 mm⌀ poscopiatura: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisione× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es
Italia
7061000061035156 €