Profondita minima del foro
Elenco profondita minima del foro
-
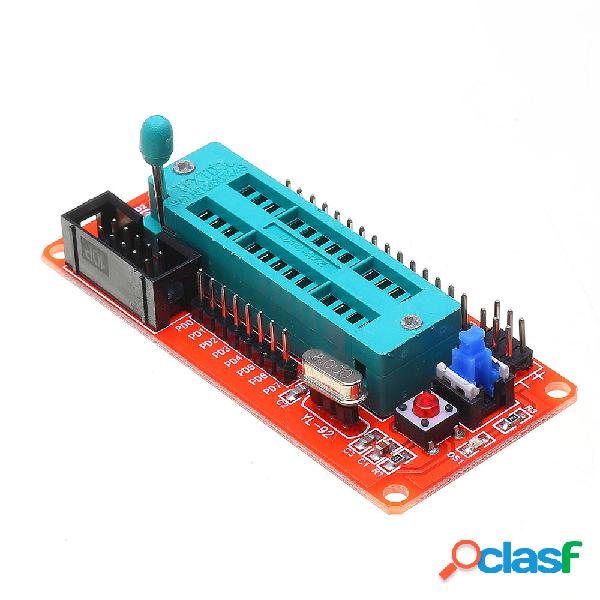
Il pacchetto include: 1 x scheda di sistema minima microcontrollore avrcristallo: la saldatura del foro della presa facilita allacquirente la sostituzione del cristallo, il cristallo 8mhz predefinito4interfaccia di download isp standard, utilizzando 51 / avr downloader potrebbe facilmente scaricare il programma per ottenere una programmazione di sistema minima (la scheda non richiede unalimentazione separata, supporta lalimentazione dellinterfaccia di download isp) per ulteriori informazioni, fare clic per scaricarechip di supporto: atmega85espansione esterna 4 luci a led per un facile debugging9reset: pulsante di reset e reset allaccensione8potenza led (ds1)10caratteristiche: 1alimentatore: downloader isp o alimentazione pin di espansione esterna6classic atmega8 sistema minimo, eliminando il fastidio della saldatura3espansione esterna 3 canali vcc, gnd, come mostrato nel pin723 pin io tutti i cavi
Italia
728000020980835 €
-

● scala ad alta precisione, altezza di foratura e profondità del foro facili da regolareil pacchetto include:generequantitàa1x perforatore1x mezza luna strappo1x punta da trapano da 10 mm (con anello limite)1x punta da trapano da 8 mm (con anello limite)1x foro di apertura da 15 mm (con anello limite)1x strappob1x perforatore1x strumento di assistenza da 32 mm1x mezza luna strappo1x punta da trapano da 10 mm (con anello limite)1x punta da trapano da 8 mm (con anello limite)1x foro di apertura da 15 mm (con anello limite)1x strappopiù dettaglidescrizione:3 in 1 doweling jig regolabile per la lavorazione del legno pocket fixture legno piatto fissatore per perforazione di forispecifica:nome del prodottokit maschera per spine 3 in 1materialelega di alluminioscala incisione lasermisura della manica del trapano8/10/15 mmquantitàtipo a: 6 pezzitipo b: 7 pezzicaratteristiche:● materialee in lega di alluminio, usura e ruggine, che è più resistente● allinterno del morsetto autobloccante, è conveniente fissare il guida punte sul legno● guida multifunzionale per trapanare fori per tasselli e fori verticali
Italia
48310001373291016 €
-
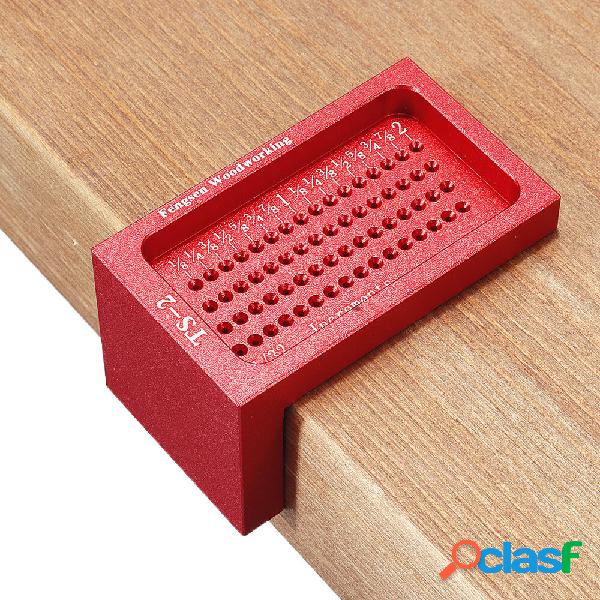
Ogni foro sul righello t rappresenta un millimetrotrova il foro corrispondente alla scala, inserisci la penna nel foro e disegna la linea desideratail righello di posizionamento del righello di posizionamento del foro ts-2 è preciso, versatile e facile da usaredescrizione:lega di alluminio ts-2 posizionamento del foro pollici misurazione del righello marcatura di precisione t-rule scriber righello strumento per la lavorazione del legnopollici tipospecifica:materiale: lega di alluminio colore rossodimensioni scala: 1 / 32-2 polliciricarica applicabile: 0,5-1 mm caratteristiche:1la barra a t segue il bordo del pezzo da lavorare per contrassegnare le linee orizzontali o verticali perfettamente posizionate, i fori e le fessure di marcatura micro-fine posizionano il segno esattamente sul bersaglio, rendendo il righello per la lavorazione del legno di tipo t uno strumento perfetto per tecalibrazione accurata e funzionamento convenientemateriale in lega di alluminio, usura e ruggine, resistenteil pacchetto include:1 righello di posizionamento fori ts-2 più dettaglila marcatura di precisione t-rule ti aiuta a disegnare linee orizzontali perfette mentre fai scorrere la regola lungo il bordo del tuo lavoroquesto righello multifunzione per la marcatura e la misurazione è adatto per ricariche da 0,5-1 mm
Italia
14579999923706055 €
-

Trova il foro corrispondente alla scala e inserisci la matita nel foro(ogni foro rappresenta 1 mm e la distanza tra i due fori è 5 mm)il pacchetto include:1 x t 160mm righellopiù dettaglidescrizione:righello di misurazione di posizionamento del foro t-160 della lega di alluminio nera 160mm righello di misurazione metrica t scriber di marcatura attraversato precisione di falegnameriaspecifica:materiale: lega di alluminiocolore neromisura della linea: 5-160 mm(il numero potrebbe non essere scritto nel righello, per favore assicurati che non ti dispiaccia prima di fare unofferta)ricarica applicabile: 0,5-1 mmquantità: 1 pzcaratteristiche:1sposta il righello per disegnare le linee che ti servonoil calibro incrociato per il posizionamento dei fori è adatto per gli scribing per la lavorazione del legno (intervallo di scrittura: 5-160 mm)2lo scriber per la lavorazione del legno è contrassegnato da una scala chiara, la lettura è convenienteil misuratore è resistente allusura e alla ruggine3
Italia
2734000015258789 €
-

Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm16,4⌀ nominale dc, mm3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm52⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9494999694824219 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,9⌀ nominale dc, mm2,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,3avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,4⌀ nominale dc, mm2,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm19,6avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm14,8⌀ nominale dc, mm2,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm18,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm50⌀ codolo ds, mm3in caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,7⌀ nominale dc, mm2,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm17,5avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm49⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,2⌀ nominale dc, mm2,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,8avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,6⌀ nominale dc, mm2,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,1avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,1⌀ nominale dc, mm2,2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm15,4avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3massima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×din caso di applicazioni complesse (ad esassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,5⌀ nominale dc, mm2,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattiniequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungodescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiomassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialelaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevato
Italia
8918000030517578 €