Mm16
Elenco mm16
-

5x10: 419×254 mm165, 8x6, 9x5, 9x6, 9,5x8, 10x6, 10x8, 11x6, 11x8, 12x6, 12x7, 12x10, 13,5x7 13x10, 14x8, 14,5x9,5 15,5x13 15,5x9,5 16,5x10 16,5x13 1710 18,5x10 (opzionale)colore nerotaglia: 6030: 153×76 mm6040: 153×102 mm 6530: 165×102 mm6540: 165×76 mm 7340: 185×102 mm 7540: 191×102 mm 7030: 178×76 mm8045: 203×114 mm 8060: 203×153 mm9050: 229×127 mm9060: 229 × 153 mm 9580: 241×203 mm1060: 254×153 mm 1080: 254×203 mm 1160: 279×153 mm 1180: 279×203 mm1260: 305×153 mm1270: 305×178 mm1210: 305×254 mm13,5x7: 343×178 mm 1310: 330×254 mm 1480: 356×203 mm14,5x9,5: 368×241 mm 15,5x13: 393×330mm 15,5x9,5: 393 × 241 mm165x13: 419×330mm1710: 432×254 mm18,5x10: 470×254 mmil pacchetto include:1x elica pieghevoledescrizione:nome dellarticolo: eliche pieghevolitipo: 2 lamemodello: 6x3, 6x4, 6
Italia
8050000190734863 €
-

Vantaggi: ideale per la foratura con profondità ridotta (caprofilo rettificato, con elevata precisione di concentricità radiale2 − 4xd) su macchine a cn e impianti robotizzatidati tecnicia umido maxdescrizioneesecuzione: particolarmente robuste e stabili grazie al maggiore spessore del noccioloraccomandazioni: profondità di foratura massima:l2 = lc - 1,5 × dcidoneati > 850 n/mm² m/minlimitatamente adattaacciaio 900 n/mm² m/minlimitatamente adattaolioidoneacuzn m/minlimitatamente adattaacciaio < 900 n/mm² m/minidoneauni m/minidoneoacciaio < 1400 n/mm² m/minidoneaacciaio < 750 n/mm² m/minidoneamodelloncolore collarinosenzamateriale da tagliohss erivestimentotinpassaggio interno per lrnotipo di prodottopunta elicoidaleprofondità di foratura massima consigliata l2, mm35,3⌀ nominale dc, mm16,5normadin 1897tolleranza ⌀ nominaleh8codolocodolo cilindriconumero taglienti z2avanzamento f in acciaio < 900 n/mm2, mm/u0,2angolo di affilatura, grad130lunghezza scanalatura per trucioli lc, mm60lunghezza complessiva l, mm119⌀ codolo ds, mm16,5
Italia
9422000122070312 €
-

Vantaggi: ideale per la foratura con profondità ridotta (caprofilo rettificato, con elevata precisione di concentricità radiale2 − 4xd) su macchine a cn e impianti robotizzatiidoneaacciaio < 1100 n/mm² m/minlimitatamente adattacolore collarinosenzamateriale da tagliohss erivestimentonon rivestitomodellonpassaggio interno per lrnotipo di prodottopunta elicoidaleprofondità di foratura massima consigliata l2, mm35,3⌀ nominale dc, mm16,5normadin 1897tolleranza ⌀ nominaleh8codolocodolo cilindriconumero taglienti z2avanzamento f in acciaio < 900 n/mm2, mm/u0,2angolo di affilatura, grad130lunghezza scanalatura per trucioli lc, mm60lunghezza complessiva l, mm119⌀ codolo ds, mm16,5descrizioneesecuzione: particolarmente robuste e stabili grazie al maggiore spessore del nocciolodati tecniciinox 900 n/mm² m/minlimitatamente adattauni m/minidoneacuzn m/minlimitatamente adattaolioidoneati > 850 n/mm² m/minlimitatamente adattaacciaio 10% si m/minlimitatamente adattoalluminio, plastiche m/minlimitatamente adattoa umido maxraccomandazioni: profondità di foratura massima:l2 = lc - 1,5 × dcesecuzione non rivestita
Italia
895199966430664 €
-

Vantaggi: ideale per la foratura con profondità ridotta (caprofilo rettificato, con elevata precisione di concentricità radiale2 − 4xd) su macchine a cn e impianti robotizzatiidoneaacciaio < 750 n/mm² m/minidoneamodellofsmateriale da tagliohss eangolo dellelica grad38rivestimentonon rivestitocolore collarinosenzapassaggio interno per lrnotipo di prodottopunta elicoidaleprofondità di foratura massima consigliata l2, mm35,3⌀ nominale dc, mm16,5normadin 1897tolleranza ⌀ nominaleh8codolocodolo cilindriconumero taglienti z2angolo di affilatura, grad135lunghezza scanalatura per trucioli lc, mm60avanzamento f in acciaio < 750 n/mm2, mm/u0,2lunghezza complessiva l, mm119⌀ codolo ds, mm16,5descrizioneesecuzione: particolarmente robuste e stabili grazie al maggiore spessore del noccioloscanalature lucide, biselli nitruratiraccomandazioni: profondità di foratura massima:l2 = lc - 1,5 × dccon punta forma c fino a 3,9 mm, forma s (speciale) da 4 mmdati tecnicialluminio (a truciolo corto) m/minidoneaalluminio, plastiche m/minidoneagg(g) m/minidoneaolioidoneaacciaio < 500 n/mm² m/minidoneaa umido max
Italia
607599983215332 €
-

Idoneacodolocodolo cilindrico con h7materiale da tagliohss etipo di prodottocentraturaaltezza gradino l1 1° livello, mm23altezza gradino l2 2° livello, mm27,7⌀ d2 2° livello, mm16⌀ nominale dc, mm8,5numero taglienti z2per ⌀ pezzo, mm180 − 210s − 0,1, mm14,85avanzamento f in acciaio < 900 n/mm2, mm/u0,15⌀ d1 1° gradino con smusso ±0,05, mm10,5lunghezza complessiva l, mm90⌀ codolo ds, mm16con scarico sulla superficie sul codoloper la realizzazione combinata di centraggi, imboccature e forature di prefori in ununica operazionedescrizioneesecuzione: punta da centro di forma adati tecniciacciaio 10% si m/minidoneaolioidoneaangolo di svasatura grad60alluminio, plastiche m/minidoneaa umido max
Italia
10780000305175781 €
-
Idoneaacciaio < 1400 n/mm² m/minidoneocolore collarinosenzaacciaio < 900 n/mm² m/minidoneaacciaio < 500 n/mm² m/minidoneaacciaio < 750 n/mm² m/minidoneaalluminio, plastiche m/minidoneaalluminio (a truciolo corto) m/minidoneadirezione di tagliodestroolioidoneacuzn m/minidoneatipo di prodottocentraturaaltezza gradino l1 1° livello, mm23altezza gradino l2 2° livello, mm27,7⌀ d2 2° livello, mm16⌀ nominale dc, mm8,5numero taglienti z2per ⌀ pezzo, mm180 − 210avanzamento f in acciaio < 900 n/mm2, mm/u0,15⌀ d1 1° gradino con smusso ±0,05, mm10,5lunghezza complessiva l, mm90⌀ codolo ds, mm16dati tecnicitolleranza ⌀ nominale0 / -0,05gg(g) m/minidoneamodelloamateriale da tagliohss ecodolocodolo cilindrico con h7angolo di svasatura grad60inox 10% si m/minidoneaacciaio < 1100 n/mm² m/minidoneaa umido maxdescrizioneesecuzione: punta da centro di forma aper la realizzazione combinata di centraggi, imboccature e forature di prefori in ununica operazione
Italia
10279000091552734 €
-
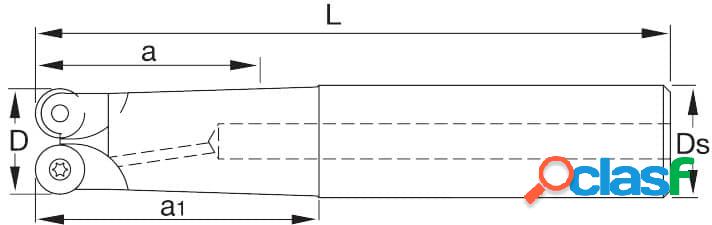
⌀ d3, mm13set di viti per inserti219825 (8ip; 2,2 nm)⌀ tagliente dc, mm16⌀ codolo ds h6, mm16descrizioneesecuzione: frese a inserti di precisione per spallamenti con passo a incremento asimmetrico per rotazione più regolare, massima precisione e capacità di taglio massimemm29fresatura a interpolazione ⌀ dmax219826 (8ip; 2,2 nm)ampio campo di impiego con tutti gli acciai, nonché acciai inossidabili e resistenti agli acidigrad1,64lunghezza rampa l per αmaxdati tecnicisostituzione del materialepowercardangolo di regolazione κ grad90passaggio interno per lrsìesecuzione del codolocodolo weldonpasso dei taglientidifferentetipo di prodottofrese per spallamentiusp1con codolo weldonfresatura a interpolazione ⌀ dminmm10,5seriesoftcut®numero taglienti z2lunghezza complessiva lcompluso: per spallamenti a grandi profondità anche dal pienonota: per limpiego di inserti con raggio superiore a 2 mm è necessario modificare la sede per insertimm85sporgenza totale l1, mm37inserto adattoapusare il giravite dinamometrico garant tq nmm30fresatura a interpolazione ap, mm1,2angolo rampa αmaxnuova generazione di frese a inserti per spallamenti ad alte prestazioni con geometria a forza di taglio ridotta per limpiego mtc in condizioni instabili o per mandrini con bassa potenzaricambi: set di viti degli inserti n
Italia
22077000427246094 €
-

Descrizionefornitura: con sottoplacchetta da 1,5°dati tecnicitipo di impiegosinistratipo di prodottobarra alesatriceper dimensione inserti l, mm16passaggio interno per lrsìmisura inserto, mm16⌀ codolo ds, mm32⌀ preforatura minimo dmin, mm29spostamento centrale l3, mm16,3vite inserto279810 2sottoplacchetta da 1,5°272630 1,5vite per sottoplacchetta279824 1larghezza del collo l4, mm25sporgenza totale l1 portainserti arretrati, mm60lunghezza complessiva l, mm250
Italia
17567999267578125 €
-
Descrizionefornitura: con sottoplacchetta da 1,5°dati tecnicitipo di impiegosinistratipo di prodottobarra alesatriceper dimensione inserti l, mm16passaggio interno per lrsìmisura inserto, mm16⌀ codolo ds, mm25⌀ preforatura minimo dmin, mm29spostamento centrale l3, mm16,1vite inserto279810 2sottoplacchetta da 1,5°272630 1,5vite per sottoplacchetta279824 1larghezza del collo l4, mm24,6sporgenza totale l1 portainserti arretrati, mm100lunghezza complessiva l, mm200
Italia
17130999755859375 €
-
⌀ d3, mm14set di viti per inserti219827 (6ip; 0,45 nm)⌀ tagliente dc, mm16⌀ codolo ds h6, mm16descrizioneesecuzione: frese a inserti di precisione per spallamenti con passo a incremento asimmetrico per rotazione più regolare e prestazioni di taglio massime0,45 con lama nampio campo di impiego con tutti gli acciai, nonché acciai inossidabili e resistenti agli acidimm30fresatura a interpolazione ⌀ dmaxgrad0,89lunghezza rampa l per αmaxmm12,85seriesoftcut®numero taglienti z3lunghezza complessiva lcompluso: per spallamenti a grandi profondità anche dal pienomm30fresatura a interpolazione ap, mm0,9angolo rampa αmaxdati tecnicipassaggio interno per lrsìangolo di regolazione κ grad90sostituzione del materialepowercardesecuzione del codolocodolo weldonpasso dei taglientidifferentetipo di prodottofrese per spallamentiusp1con codolo weldonfresatura a interpolazione ⌀ dminnuova generazione di frese a inserti per spallamenti ad alte prestazioni con geometria a forza di taglio ridotta per limpiego mtc in condizioni instabili o per mandrini con potenza minimamm75sporgenza totale l1, mm20inserto adattoapinserti adatti apmt 0602nota: usare il giravite dinamometrico garant tq nper limpiego di inserti con raggio di 2 mm è necessario modificare la sede per inserti219827 (6ip; 0,45 nm)ricambi: set di viti degli inserti n
Italia
34329998779296875 €
-

120516⌀ d3, mm16⌀ tagliente dc, mm32⌀ d1 h6, mm17sede filettata mm16mm48fresatura a interpolazione ⌀ dmaxgrad3,71lunghezza rampa l per αmaxmm47⌀ d2, mm29inserto adattoxdmdati tecnicistrategia di truciolaturahpcsostituzione del materialepowercardesecuzione del codolocon codolo filettatotipo di prodottofresa a copiare (rd219812 (15ip; 5,0 nm)mm62fresatura a interpolazione ap, mm1,5angolo rampa αmaxnota: utilizzare il giravite dinamometrico garant tq ndescrizionericambi: set di viti per bloccaggio inserti nse si utilizzano prolunghe, lavorare sempre con passaggio interno del lubrorefrigerantemm12,34passaggio interno per lrsìnumero taglienti z2lunghezza complessiva lcompl10)usp1con codolo filettatofresatura a interpolazione ⌀ dmin
Italia
2218699951171875 €
-
0501⌀ d3, mm11angolo di regolazione κ, grad15 - 27set di viti per inserti219802 (6ip; 0,6 nm)⌀ tagliente dc, mm16⌀ codolo ds h6, mm16descrizioneesecuzione: passo fresa con incremento asimmetrico per rotazione più regolaremm80sporgenza totale l1, mm30inserto adattordgrad2,06lunghezza rampa l per αmaxmm27fresatura a interpolazione ⌀ dmaxriposizionamento continuo dellinserto in caso di usura del tagliente10)usp1con codolo cilindricofresatura a interpolazione ⌀ dmindati tecniciesecuzione del codolocodolo cilindricosostituzione del materialepowercardfresa adatta per le forme di insertitondapasso dei taglientidifferentetipo di prodottofresa a copiare (rdmm9,72passaggio interno per lrsìnumero taglienti z4lunghezza complessiva lcomplusare il giravite dinamometrico garant tq nmm30fresatura a interpolazione ap, mm1,1angolo rampa αmaxelevata precisione di planarità e rotazione concentrica
Italia
22077000427246094 €
-

Dati tecniciesecuzione del codolodin 1835 apassaggio interno per lrsìtipo di prodottopunta a insertimanicotto eccentrico adatto - dimensione nper inserti iso standard cc23667916campo di regolazione con boccola di serraggio a eccentrico, mm17,5 - 18,3numero taglienti z1angolo di affilatura, grad180lunghezza complessiva lcompldescrizioneuso: per lallargatura di fori pre-eseguiti o di fusione fino al ⌀ nominale in combinazione con boccola di serraggio a eccentrico nmm138sporgenza totale l1, mm31inserto adatto260142 hb725set di viti per inserti269440 (8ip; 1,2 nm)⌀ nominale d17,8⌀ codolo ds h6, mm16⌀ minimo dmin, mm16,8nota: il ⌀ da alesare non deve essere inferiore al ⌀ dmin
Italia
1295800018310547 €
-
Dati tecniciesecuzione del codolodin 1835 apassaggio interno per lrsìtipo di prodottopunta a insertimanicotto eccentrico adatto - dimensione nper inserti iso standard cc23667916campo di regolazione con boccola di serraggio a eccentrico, mm16,5 - 17,3numero taglienti z1angolo di affilatura, grad180lunghezza complessiva lcomplmm133sporgenza totale l1, mm30inserto adatto260142 hb725set di viti per inserti269440 (8ip; 1,2 nm)⌀ nominale d16,8⌀ codolo ds h6, mm16⌀ minimo dmin, mm15,8descrizioneuso: per lallargatura di fori pre-eseguiti o di fusione fino al ⌀ nominale in combinazione con boccola di serraggio a eccentrico nnota: il ⌀ da alesare non deve essere inferiore al ⌀ dmin
Italia
1295800018310547 €
-
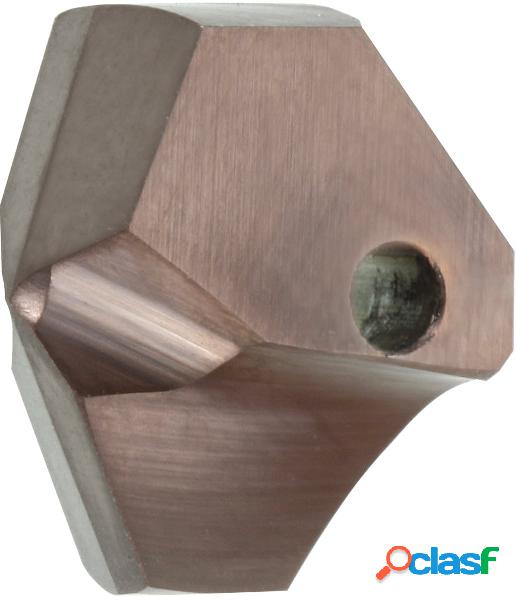
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxidoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,18numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,9nota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabile
Italia
12283999633789062 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxnota: i dati di taglio valgono per lelemento base 5×didoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,18numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,7impostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabile
Italia
11987000274658203 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxnota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabileidoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,18numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,3
Italia
11987000274658203 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmidoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,17numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,2per fori di precisione fino a it9dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxnota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabile
Italia
11987000274658203 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9idoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,17numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,1dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxnota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabile
Italia
11987000274658203 €
-
Limitatamente adattanumero taglienti z2acciaio < 500 n/mm² m/minidoneoacciaio < 900 n/mm² m/minidoneoangolo di affilatura grad160gg(g) m/minlimitatamente adattomateriale da tagliohmtipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillrivestimentotialnutilizzo foroforatura in pacchettiavanzamento f in acciaio < 750 n/mm2, mm/u0,26numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9affilatura speciale a piramide, foratura ottimale - anche in condizioni di instabilità e in caso di elevate sporgenze degli utensilii dati di taglio valgono per lelemento base 5×didoneotipohb3040acciaio < 750 n/mm² m/minidoneoa umido minnota: profondità di foratura senza passaggio interno per lr fino a massimo 1×dadatta anche per fori a pacchettodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabileimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodati tecnicia seccolimitatamente adattaa umido maxper esempio: lavorazione di lamiere e supporti in acciaio
Italia
12344000244140625 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9nota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabileidoneoacciaio < 1400 n/mm² m/minidoneoacciaio < 900 n/mm² m/minidoneoacciaio < 750 n/mm² m/minidoneomateriale da tagliohmtipohb7530numero taglienti z2angolo di affilatura grad135tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in acciaio < 900 n/mm2, mm/u0,26numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,7dati tecniciacciaio < 500 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneotoolox 33 m/minidoneohardox 500 < 1600 n/mm² m/minlimitatamente adattagg(g) m/minlimitatamente adattatoolox 44 m/minidoneoa umido max
Italia
11987000274658203 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9idoneoacciaio < 1400 n/mm² m/minidoneoacciaio < 900 n/mm² m/minidoneoacciaio < 750 n/mm² m/minidoneomateriale da tagliohmtipohb7530numero taglienti z2angolo di affilatura grad135tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in acciaio < 900 n/mm2, mm/u0,25numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,3nota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabiledati tecniciacciaio < 500 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneotoolox 33 m/minidoneohardox 500 < 1600 n/mm² m/minlimitatamente adattagg(g) m/minlimitatamente adattatoolox 44 m/minidoneoa umido max
Italia
11987000274658203 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmidoneoacciaio < 1400 n/mm² m/minidoneoacciaio < 900 n/mm² m/minidoneoacciaio < 750 n/mm² m/minidoneomateriale da tagliohmtipohb7530numero taglienti z2angolo di affilatura grad135tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in acciaio < 900 n/mm2, mm/u0,25numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,1per fori di precisione fino a it9nota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabiledati tecniciacciaio < 500 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneotoolox 33 m/minidoneohardox 500 < 1600 n/mm² m/minlimitatamente adattagg(g) m/minlimitatamente adattatoolox 44 m/minidoneoa umido max
Italia
11987000274658203 €
-

⌀ d3, mm13set di viti per inserti219814 (8ip; 1,2 nm)⌀ tagliente dc, mm16⌀ codolo ds h6, mm16mm29fresatura a interpolazione ⌀ dmaxmm10,85numero taglienti z2lunghezza complessiva lcompldescrizionenota: usare il giravite dinamometrico garant tq nmm30angolo rampa αmaxgrad1,32lunghezza rampa l per αmaxmm85sporgenza totale l1, mm37inserto adattoapdati tecniciesecuzione del codolocodolo weldonutilizzo fresafresatura di spallamentitipo di prodottofrese per spallamentiangolo di regolazione κ grad90usp190° con codolo weldonfresatura a interpolazione ⌀ dmin
Italia
14042999267578125 €
-

10)passaggio interno per lrsìnumero taglienti z2lunghezza complessiva lcomplnota: calcolare il numero di giri in base al ⌀ di taglio dwdati tecnicisostituzione del materialepowercardutilizzo fresafresatura a copiareesecuzione del codolocodolo cilindricotipo di prodottofresa a copiare (rdusare il giravite dinamometrico garant tq ndescrizioneesecuzione: alloggiamento inserto preciso grazie al sistema ottimale di tolleranze inserto e sede degli insertiuso: impiego universale per lavori di finitura e semi-finituraelevata precisione di ripetibilità garantita: ± 0,015 mmmm175sporgenza totale l1, mm55vite inserto219873 (15ip; 3,0 nm)⌀ tagliente dc, mm16⌀ codolo ds h6, mm16⌀ d1, mm14metallo duro integrale - per profondità di lavorazione elevate e per ridurre le vibrazioni
Italia
10022999877929688 €
-

Uso: per mandrini con attacco din 69871 e jis b 6339 (mas-bt)su macchine nc (macchine senza cambio utensili automatico)descrizionedescrizione: questo codolo di serraggio permette di trascinare il portautensili dal dispositivo di presa del mandrino per fissarlo saldamente nel mandrino stessoi codoli di serraggio presentano requisiti molto elevati in termini di precisione, resistenza e affidabilitàdurante il montaggio di ab, assicurarsi che la coppia di serraggio sia correttanei centri di lavoro (macchine con cambio utensili automatico)disponibile in diverse esecuzioni, costituisce un importante elemento di congiunzione tra macchina e utensilenota: la rispettiva chiave di serraggio con le relative aperture è disponibile nelleshopdati tecnicinorma codoli di serraggioiso 7388caratteristica di foraturacon forotipo di prodottocodolofilettatura mm16⌀ testa d1, mm18,95lunghezza complessiva l, mm44,5coppia di serraggio massima, n·m50l1, mm16,25adatti per coni40giunto di ⌀ d, mm22,5adatti per coni con codice a colorisk 40
Italia
12239999771118164 €
-
Precisione di concentricità radiale di montaggio ≤ 20 µmper fori di precisione fino a it9idoneoalluminio (a truciolo corto) m/minlimitatamente adattoalluminio > 10% si m/minlimitatamente adattoti > 850 n/mm² m/minidoneoangolo di affilatura grad135tipohb7630materiale da tagliohmnumero taglienti z2tipo di prodottoinserto da taglio per foraturasemi-standardsìseriehiper-drillavanzamento f in inox > 900 n/mm2, mm/u0,18numero di sostituzioni/taglienti1per elemento base ⌀ d, mm16⌀ d, mm16,8dati tecnicialluminio, plastiche m/minlimitatamente adattoinox 900 n/mm² m/minidoneoa umido maxnota: i dati di taglio valgono per lelemento base 5×dimpostare i fori pilota esclusivamente con linserto per taglio dello stesso tipodescrizioneesecuzione: inserto rettificato a prisma per posizionamento preciso e sede stabile
Italia
12283999633789062 €