Mm1 cordusio
Elenco mm1 cordusio
-
Dati tecnicigamma coloriral 9002, 7035, 7005, 7016, 6011, 5018, 5012, 5011, 5005, 3003portata cassetti/ripiani estraibili kg200serratura a cilindroinserto modulare a bussolaregolazione dellaltezza con passo mm25estrazione cassetti (estrazione parziale/totale) %100spessore del materiale mm12guida cassettodispositivo di blocco automaticotipo di prodottoarmadio portautensiliattributo del nome del prodotto36×24gcassetti larghezza utile in g36cassetti profondità utile in g24superficie utile dei cassetti in g36×24struttura portante sotto la postazione di lavoro regolabile in altezzanonumero di ripiani estraibili0larghezza, mm1chiusura centralizzata con serratura a cilindro000numero dei cassetti6peso, kg170larghezza utile cassetti, mm900profondità utile cassetti, mm600sistema di chiusura elettronico - allestibilesìprofondità, mm700altezza utile, mm900altezza fronte cassetti, mm75altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100altezza fronte cassetti, mm_125altezza fronte cassetti, mm_200altezza fronte cassetti, mm_300numero di porte0altezza utile per cassetti, mm900cassetti a estrazione totale su guide telescopiche differenzialicassetti con fori per linserimento di pannelli fessurati con passo da 25 mm (a partire da unaltezza frontalini dei cassetti da 75 mm)nota: qualora larmadio venisse spostato, è obbligatorio chiudere a chiave i cassettiil meccanismo antiribaltamento impedisce lapertura contemporanea di più cassetticassetto da 50 mm con 75 kg di portatacorpo dei cassetti non configurabile, sempre grigio chiaro ral 7035collocamento: altezza frontalini dei cassetti mm: 75, 100, 100, 125, 200, 300 verniciatura: corpo e corpo dei cassetti verniciati in grigio chiaro ral 7035, frontalini dei cassetti antracite ral 7016, termoverniciatidescrizionenota: selezione del colore possibileesecuzione: corpo cassettiera 40×28g, completo di cassetti 36×24gcassetti a partire da altezza 75 mm con 200 kg di portata
Italia
26741201171875 €
-
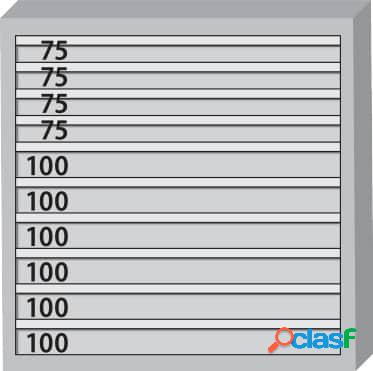
Dati tecnicigamma coloriral 9002, 7035, 7005, 7016, 6011, 5018, 5012, 5011, 5005, 3003portata cassetti/ripiani estraibili kg200serratura a cilindroinserto modulare a bussolaregolazione dellaltezza con passo mm25estrazione cassetti (estrazione parziale/totale) %100spessore del materiale mm12guida cassettodispositivo di blocco automaticotipo di prodottoarmadio portautensiliattributo del nome del prodotto36×24gcassetti larghezza utile in g36cassetti profondità utile in g24superficie utile dei cassetti in g36×24struttura portante sotto la postazione di lavoro regolabile in altezzanonumero di ripiani estraibili0larghezza, mm1chiusura centralizzata con serratura a cilindrocassetti a estrazione totale su guide telescopiche differenzialicassetti con fori per linserimento di pannelli fessurati con passo da 25 mm (a partire da unaltezza frontalini dei cassetti da 75 mm)nota: qualora larmadio venisse spostato, è obbligatorio chiudere a chiave i cassettiil meccanismo antiribaltamento impedisce lapertura contemporanea di più cassetticassetto da 50 mm con 75 kg di portatacorpo dei cassetti non configurabile, sempre grigio chiaro ral 7035000numero dei cassetti10peso, kg223larghezza utile cassetti, mm900profondità utile cassetti, mm600sistema di chiusura elettronico - allestibilesìprofondità, mm700altezza utile, mm900altezza fronte cassetti, mm75altezza fronte cassetti, mm_75altezza fronte cassetti, mm_75altezza fronte cassetti, mm_75altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100altezza fronte cassetti, mm_100numero di porte0altezza utile per cassetti, mm900collocamento: altezza frontalini dei cassetti mm: 75, 75, 75, 75, 100, 100, 100, 100, 100, 100 verniciatura: corpo e corpo dei cassetti verniciati in grigio chiaro ral 7035, frontalini dei cassetti antracite ral 7016, termoverniciatidescrizionenota: selezione del colore possibileesecuzione: corpo cassettiera 40×28g, completo di cassetti 36×24gcassetti a partire da altezza 75 mm con 200 kg di portata
Italia
3750219970703125 €
-

Idoneoalluminio (a truciolo corto) m/minidoneocontinuoidoneoimpiego principalencondizione di tagliocontinuovelocità di taglio vc applicazione principale mm/min70 - 280tipo di prodottoinserto per troncaturaassegnazione degli insertidestramateriale da tagliohmlarghezza scanalatura m (h13), mm1,85larghezza dei taglienti w, mm1,85tmaxdescrizionedati tecnicinumero di sostituzioni/taglienti3tipohu9315alluminio > 10% si m/minidoneografite m/minlimitatamente adattoalluminio, plastiche m/minidoneoti > 850 n/mm² m/minlimitatamente adattoa seccoidoneocuzn m/minlimitatamente adattoa umido maxmm2,5per anelli di sicurezza din 471 / 472 spessore anello, mm1,75raggio di curvatura r, mm0,2assegnazione finitura/sgrossaturasgrossatura-finitura
Italia
24299999237060547 €
-

6sottoplacchettandescrizionedati tecniciinox > 900 n/mm² m/minlimitatamente adattoti > 850 n/mm² m/minlimitatamente adattoacciaio 10% si m/minidoneoacciaio < 55 hrc m/minlimitatamente adattocuzn m/minlimitatamente adattotipohb7010misura inserto l mm16spessore mm3stipo di prodottoinserto per troncaturaassegnazione degli insertidestramateriale da tagliohmlarghezza scanalatura m (h13), mm1,85larghezza dei taglienti w, mm1,94tmaxmm2per anelli di sicurezza din 471 / 472 spessore anello, mm1,75
Italia
32290000915527344 €
-

Descrizionedati tecniciacciaio 900 n/mm² m/minidoneouni m/minidoneoacciaio 850 n/mm² m/minidoneogg(g) m/minidoneoa umido maxidoneoalluminio > 10% si m/minidoneoacciaio < 55 hrc m/minidoneoinox < 900 n/mm² m/minidoneospessore e mm35tipohb7720modello02numero taglienti z3⌀ esterno d mm175tipo di prodottoinserto per taglio per fresatura circolaredimensione nominale spessore anello, mm1,3larghezza scanalatura w −0,03, mm1,38profondità t, mm1,1raggio r, mm0,3
Italia
3877000045776367 €
-
6tipo di prodottoinserto per taglio per fresatura circolaredimensione nominale spessore anello, mm1,3larghezza scanalatura w −0,03, mm1,38profondità t, mm1,1raggio r, mm0,3descrizionedati tecniciinox 850 n/mm² m/minidoneogg(g) m/minidoneoalluminio, plastiche m/minidoneouni m/minidoneoacciaio 900 n/mm² m/minidoneoacciaio 10% si m/minidoneoacciaio < 900 n/mm² m/minidoneoacciaio < 65 hrc m/minidoneatipohb7720spessore e mm234numero taglienti z3modello03⌀ esterno d mm10
Italia
42959999084472656 €
-

⌀ posizione libera: d1 = 0 / -0,01 mmidoneopeek gf30 m/minidoneografite m/minidoneomateriale ibrido m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto1⌀ tagliente dc, mm1,6numero denti z2sporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionetolleranze:raggio tagliente: contorno del raggio 0 / -0,005 mmdescrizioneesecuzione: con rivestimento diamantato cristallino sp3000 × fz × z dati tecnicicolore collarinonerotolleranza ⌀ nominale0 / -0,005passaggio interno per lrnomateriale da tagliohmilarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarenormanorma internadirezione di avanzamentoorizzontale, obliquo e verticalerivestimentoesecuzione diamantatacodolodin 6535 ha con h5honeycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneogfrp, cfrp m/minidoneopeek cf30 m/minidoneopa 66 gf30 m/minidoneogfrp m/minidoneoariaidoneoa seccoidoneoa umido minposizione libera, mm5⌀ posizione libera d1, mm1,54avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,8lunghezza complessiva l, mm45⌀ codolo ds, mm4lunghezza taglienti lc, mm1,28per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,15×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8718000030517578 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionetolleranze:raggio tagliente: contorno del raggio 0 / -0,005 mmposizione libera, mm25⌀ posizione libera d1, mm1,44avanzamento fz per fresatura a copiare in grafite, mm0,025raggio del tagliente r1, mm0,75lunghezza complessiva l, mm70⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2descrizioneesecuzione: con rivestimento diamantato cristallino sp3000 × fz × z dati tecnicicolore collarinonerotolleranza ⌀ nominale0 / -0,005passaggio interno per lrnomateriale da tagliohmilarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarenormanorma internadirezione di avanzamentoorizzontale, obliquo e verticalerivestimentoesecuzione diamantatacodolodin 6535 ha con h5honeycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneogfrp, cfrp m/minidoneopeek cf30 m/minidoneopa 66 gf30 m/minidoneogfrp m/minidoneoariaidoneoa seccoidoneoa umido minper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,15×d×ap corridoneopeek gf30 m/minidoneografite m/minidoneomateriale ibrido m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto0,12⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
979800033569336 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmidoneopeek gf30 m/minidoneografite m/minidoneomateriale ibrido m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto0,9⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclposizione libera, mm10⌀ posizione libera d1, mm1,44avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,75lunghezza complessiva l, mm45⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2per soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionetolleranze:raggio tagliente: contorno del raggio 0 / -0,005 mmdescrizioneesecuzione: con rivestimento diamantato cristallino sp3000 × fz × z dati tecnicicolore collarinonerotolleranza ⌀ nominale0 / -0,005passaggio interno per lrnomateriale da tagliohmilarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarenormanorma internadirezione di avanzamentoorizzontale, obliquo e verticalerivestimentoesecuzione diamantatacodolodin 6535 ha con h5honeycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneogfrp, cfrp m/minidoneopeek cf30 m/minidoneopa 66 gf30 m/minidoneogfrp m/minidoneoariaidoneoa seccoidoneoa umido minper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,15×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8341000366210938 €
-

Contornatura: ap = 0,20×d×ap corridoneopeek gf30 m/minidoneopvdf gf20 m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,12codolodin 6535 ha con h5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisione000 × fz × z dati tecnicirivestimentoesecuzione diamantatatolleranza ⌀ nominale0 / -0,005passaggio interno per lrnomateriale da tagliohmicolore collarinonerodirezione di avanzamentoorizzontale, obliquo e verticalenormanorma internaptfe cf25 m/minidoneogfrp, cfrp m/minidoneopeek cf30 m/minidoneopa 66 gf30 m/minidoneoariaidoneogfrp m/minidoneohoneycomb sandwich m/minidoneopom gf25 m/minidoneomateriale ibrido m/minidoneoa seccoidoneografite m/minidoneoa umido mindescrizioneesecuzione: con rivestimento diamantato cristallino sp3posizione libera, mm25⌀ posizione libera d1, mm1,44avanzamento fz per contornatura in grafite, mm0,025avanzamento fz per fresatura a copiare in grafite, mm0,025raggio del tagliente r1, mm0,5lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,5per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!estolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
979800033569336 €
-

Contornatura: ap = 0,20×d×ap corrper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionedescrizioneesecuzione: con rivestimento diamantato cristallino sp3idoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,9codolodin 6535 ha con h5⌀ tagliente dc, mm1,6numero denti z2sporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera, mm10⌀ posizione libera d1, mm1,54avanzamento fz per contornatura in grafite, mm0,03avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,3lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,6000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005normanorma internadirezione di avanzamentoorizzontale, obliquo e verticalecolore collarinoneromateriale da tagliohmirivestimentoesecuzione diamantatapassaggio interno per lrnografite m/minidoneogfrp, cfrp m/minidoneopeek gf30 m/minidoneopom gf25 m/minidoneoariaidoneoa seccoidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8718000030517578 €
-
Contornatura: ap = 0,20×d×ap corrper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera, mm10⌀ posizione libera d1, mm1,44avanzamento fz per contornatura in grafite, mm0,03avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,3lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,5idoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,9codolodin 6535 ha con h5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 incldescrizioneesecuzione: con rivestimento diamantato cristallino sp3per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005normanorma internadirezione di avanzamentoorizzontale, obliquo e verticalecolore collarinoneromateriale da tagliohmirivestimentoesecuzione diamantatapassaggio interno per lrnografite m/minidoneogfrp, cfrp m/minidoneopeek gf30 m/minidoneopom gf25 m/minidoneoariaidoneoa seccoidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8341000366210938 €
-
Contornatura: ap = 0,20×d×ap corridoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoptfe cf25 m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,12codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionedescrizioneesecuzione: con rivestimento diamantato cristallino sp3posizione libera, mm20⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in grafite, mm0,025avanzamento fz per fresatura a copiare in grafite, mm0,025raggio del tagliente r1, mm0,3lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005normanorma internadirezione di avanzamentoorizzontale, obliquo e verticalecolore collarinoneromateriale da tagliohmirivestimentoesecuzione diamantatapassaggio interno per lrnografite m/minidoneogfrp, cfrp m/minidoneopeek gf30 m/minidoneopom gf25 m/minidoneoariaidoneoa seccoidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
9345999908447266 €
-

Posizione libera, mm5⌀ posizione libera d1, mm1,54avanzamento fz per contornatura in grafite, mm0,03avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,2lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,6contornatura: ap = 0,20×d×ap corrper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisioneidoneografite m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto1codolodin 6535 ha con h5⌀ tagliente dc, mm1,6numero denti z2sporgenza totale l1 incldescrizioneesecuzione: con rivestimento diamantato cristallino sp3per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005rivestimentoesecuzione diamantatacolore collarinoneronormanorma internamateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnogfrp, cfrp m/minidoneopeek gf30 m/minidoneoariaidoneoa seccoidoneoptfe cf25 m/minidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8718000030517578 €
-
Contornatura: ap = 0,20×d×ap corridoneografite m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,5codolodin 6535 ha con h5⌀ tagliente dc, mm1,6numero denti z2sporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisioneposizione libera, mm15⌀ posizione libera d1, mm1,54avanzamento fz per contornatura in grafite, mm0,025avanzamento fz per fresatura a copiare in grafite, mm0,025raggio del tagliente r1, mm0,2lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,6descrizioneesecuzione: con rivestimento diamantato cristallino sp3per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005rivestimentoesecuzione diamantatacolore collarinoneronormanorma internamateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnogfrp, cfrp m/minidoneopeek gf30 m/minidoneoariaidoneoa seccoidoneoptfe cf25 m/minidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
9345999908447266 €
-
Contornatura: ap = 0,20×d×ap corrper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisioneidoneografite m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,9codolodin 6535 ha con h5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclposizione libera, mm10⌀ posizione libera d1, mm1,44avanzamento fz per contornatura in grafite, mm0,03avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,2lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,5descrizioneesecuzione: con rivestimento diamantato cristallino sp3per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005rivestimentoesecuzione diamantatacolore collarinoneronormanorma internamateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnogfrp, cfrp m/minidoneopeek gf30 m/minidoneoariaidoneoa seccoidoneoptfe cf25 m/minidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
8341000366210938 €
-
Contornatura: ap = 0,20×d×ap corrper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafitele tolleranze estremamente ristrette garantiscono la massima precisionedescrizioneesecuzione: con rivestimento diamantato cristallino sp3idoneografite m/minidoneomateriale ibrido m/minidoneogfrp m/minidoneotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,8codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es000 × fz × z dati tecnicitolleranza ⌀ nominale0 / -0,005rivestimentoesecuzione diamantatacolore collarinoneronormanorma internamateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnogfrp, cfrp m/minidoneopeek gf30 m/minidoneoariaidoneoa seccoidoneoptfe cf25 m/minidoneopa 66 gf30 m/minidoneohoneycomb sandwich m/minidoneopom gf25 m/minidoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoa umido mintolleranze:raggio tagliente: r1 = ±0,0025 mm⌀ posizione libera: d1 = 0 / -0,01 mm nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,10×d×ap corrangolo di spallamento α=16°rettifica concava doppia dei 2 taglientiposizione libera, mm10⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in grafite, mm0,03avanzamento fz per fresatura a copiare in grafite, mm0,03raggio del tagliente r1, mm0,2lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2
Italia
8341000366210938 €
-

Nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,1×d×ap corrcontornatura: ap = 0,2×d×ap corrle tolleranze estremamente limitate garantiscono la massima precisioneidoneopa 66 gf30 m/minidoneomateriale ibrido m/minidoneoa seccoidoneopom gf25 m/minidoneotipo di prodottofrese per spallamentiangolo dellelica, grad30fattore di correzione ap corretto0,04tolleranza ⌀ nominale0 / −0,005codolodin 6535 ha con h5⌀ tagliente dc, mm1,2direzione di avanzamentoorizzontale, obliquo e verticaleangolazione dello smusso angolare, grad90numero denti z2sporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione su materiali compositi in fibra, gfrp, cfrp e grafite000 × fz × z dati tecnicimateriale da tagliohmirivestimentoesecuzione diamantatanormanorma internapassaggio interno per lrnocolore collarinonerogfrp, cfrp m/minidoneohoneycomb sandwich m/minidoneogfrp m/minidoneopeek gf30 m/minidoneoptfe cf25 m/minidoneoariaidoneografite m/minidoneopvdf gf20 m/minidoneopeek cf30 m/minidoneoa umido mintolleranze:⌀ posizione libera: d1 = 0 / -0,01 mmdescrizioneesecuzione: con rivestimento diamantato cristallino sp3per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera, mm30⌀ posizione libera d1, mm1,14avanzamento fz per fresatura di scanalature in grafite, mm0,012avanzamento fz per contornatura in grafite, mm0,016lunghezza complessiva l, mm70⌀ codolo ds, mm4lunghezza taglienti lc, mm1,8angolo di spallamento α=16°rettifica concava doppia dei 2 taglienti
Italia
9345999908447266 €
-

Angolo di spallamento α = 16°⌀ posizione libera: d1 = 0 / -0,01 mmnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,05×d×ap corrper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esposizione libera, mm16⌀ posizione libera d1, mm1,74avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,03raggio del tagliente r1, mm0,9lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,44tolleranze:raggio tagliente: contorno del raggio = 0 / -0,005 mmdescrizioneesecuzione: garant diabolo:geometria speciale e rivestimento appositamente studiato per garantire leccellente lavorazione di metalli duri000 × fz × z dati tecnicimodellohpassaggio interno per lrnolarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarerivestimentotialncolore collarinorossotolleranza ⌀ nominale0 / -0,005materiale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalecodolodin 6535 ha con h5normanorma internainox 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoa seccoidoneoseriediabolotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto0,8⌀ tagliente dc, mm1,8numero denti z2sporgenza totale l1 incladatto anche per la lavorazione di rame elettrolitico
Italia
7347000122070312 €
-
Angolo di spallamento α = 16°⌀ posizione libera: d1 = 0 / -0,01 mmnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,05×d×ap corrper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! es000 × fz × z dati tecnicimodellohpassaggio interno per lrnolarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarerivestimentotialncolore collarinorossotolleranza ⌀ nominale0 / -0,005materiale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalecodolodin 6535 ha con h5normanorma internainox 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoa seccoidoneoseriediabolotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto0,35⌀ tagliente dc, mm1,6numero denti z2sporgenza totale l1 incltolleranze:raggio tagliente: contorno del raggio = 0 / -0,005 mmdescrizioneesecuzione: garant diabolo:geometria speciale e rivestimento appositamente studiato per garantire leccellente lavorazione di metalli duriadatto anche per la lavorazione di rame elettroliticoposizione libera, mm20⌀ posizione libera d1, mm1,54avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,025raggio del tagliente r1, mm0,8lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,28
Italia
8658000183105469 €
-
Angolo di spallamento α = 16°⌀ posizione libera: d1 = 0 / -0,01 mmnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,05×d×ap corrposizione libera, mm6⌀ posizione libera d1, mm1,44avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,02raggio del tagliente r1, mm0,75lunghezza complessiva l, mm45⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! es000 × fz × z dati tecnicimodellohpassaggio interno per lrnolarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarerivestimentotialncolore collarinorossotolleranza ⌀ nominale0 / -0,005materiale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalecodolodin 6535 ha con h5normanorma internainox 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoa seccoidoneoseriediabolotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto1⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 incltolleranze:raggio tagliente: contorno del raggio = 0 / -0,005 mmdescrizioneesecuzione: garant diabolo:geometria speciale e rivestimento appositamente studiato per garantire leccellente lavorazione di metalli duriadatto anche per la lavorazione di rame elettrolitico
Italia
7012999725341797 €
-
Angolo di spallamento α = 16°⌀ posizione libera: d1 = 0 / -0,01 mmnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:copiatura: ap = 0,05×d×ap corrper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! estolleranze:raggio tagliente: contorno del raggio = 0 / -0,005 mmdescrizioneesecuzione: garant diabolo:geometria speciale e rivestimento appositamente studiato per garantire leccellente lavorazione di metalli duri000 × fz × z dati tecnicimodellohpassaggio interno per lrnolarghezza di fresatura ae per operazioni di fresatura0,05×d per fresatura a copiarerivestimentotialncolore collarinorossotolleranza ⌀ nominale0 / -0,005materiale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalecodolodin 6535 ha con h5normanorma internainox 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoa seccoidoneoseriediabolotipo di prodottofrese a raggio completo e sfericheangolo dellelica, grad30fattore di correzione ap corretto0,5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclposizione libera, mm16⌀ posizione libera d1, mm1,44avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,015raggio del tagliente r1, mm0,75lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2adatto anche per la lavorazione di rame elettrolitico
Italia
7347000122070312 €
-

⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! eslimitatamente adattoacciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoacciaio < 1400 n/mm² m/minidoneoinox < 900 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoacciaio < 55 hrc m/minidoneoacciaio < 65 hrc m/minidoneoariaidoneoacciaio < 750 n/mm² m/minlimitatamente adattoacciaio < 70 hrc m/minidoneoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,35codolodin 6535 ha con h5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 incldescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corrvf = 18000 × fz × z dati tecnicidirezione di avanzamentoorizzontale, obliquo e verticalemodellohnormanorma internatolleranza ⌀ nominale0 / −0,005passaggio interno per lrnorivestimentotialncolore collarinorossomateriale da tagliohmicuzn m/minidoneoa umido minadatta anche per la lavorazione di rame elettroliticoaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrposizione libera, mm20⌀ posizione libera d1, mm1,44avanzamento fz per contornatura in acciaio < 65 hrc, mm0,015avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,015raggio del tagliente r1, mm0,5lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,5tolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7347000122070312 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esposizione libera, mm12⌀ posizione libera d1, mm1,44avanzamento fz per contornatura in acciaio < 65 hrc, mm0,02avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,02raggio del tagliente r1, mm0,5lunghezza complessiva l, mm55⌀ codolo ds, mm4lunghezza taglienti lc, mm1,5descrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corrvf = 18000 × fz × z dati tecnicidirezione di avanzamentoorizzontale, obliquo e verticalemodellohnormanorma internatolleranza ⌀ nominale0 / −0,005passaggio interno per lrnorivestimentotialncolore collarinorossomateriale da tagliohmicuzn m/minidoneoa umido minadatta anche per la lavorazione di rame elettroliticolimitatamente adattoacciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoacciaio < 1400 n/mm² m/minidoneoinox < 900 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoacciaio < 55 hrc m/minidoneoacciaio < 65 hrc m/minidoneoariaidoneoacciaio < 750 n/mm² m/minlimitatamente adattoacciaio < 70 hrc m/minidoneoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,8codolodin 6535 ha con h5⌀ tagliente dc, mm1,5numero denti z2sporgenza totale l1 inclaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7347000122070312 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esdescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticovf = 18000 × fz × z dati tecnicimodellohnormanorma internarivestimentotialnmateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnocolore collarinorossotolleranza ⌀ nominale0 / −0,005acciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto1codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrposizione libera, mm5⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,02avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,02raggio del tagliente r1, mm0,3lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2tolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7347000122070312 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esposizione libera, mm20⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,015avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,015raggio del tagliente r1, mm0,3lunghezza complessiva l, mm60⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2descrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticovf = 18000 × fz × z dati tecnicimodellohnormanorma internarivestimentotialnmateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnocolore collarinorossotolleranza ⌀ nominale0 / −0,005acciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,12codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
9566000366210938 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°vf = 18000 × fz × z dati tecnicimodellohnormanorma internarivestimentotialnmateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnocolore collarinorossotolleranza ⌀ nominale0 / −0,005acciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,35codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclper calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esdescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticoaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrposizione libera, mm15⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,015avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,015raggio del tagliente r1, mm0,3lunghezza complessiva l, mm55⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2tolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
9566000366210938 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°posizione libera, mm10⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,02avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,02raggio del tagliente r1, mm0,3lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! esvf = 18000 × fz × z dati tecnicimodellohnormanorma internarivestimentotialnmateriale da tagliohmidirezione di avanzamentoorizzontale, obliquo e verticalepassaggio interno per lrnocolore collarinorossotolleranza ⌀ nominale0 / −0,005acciaio 900 n/mm² m/minidoneoacciaio < 1100 n/mm² m/minidoneoacciaio < 900 n/mm² m/minlimitatamente adattoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,8codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 incldescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticoaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7347000122070312 €
-

⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! eslimitatamente adattoacciaio 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoacciaio < 1400 n/mm² m/minidoneocuzn m/minidoneoacciaio < 1100 n/mm² m/minidoneoa umido minvf = 18000 × fz × z dati tecnicitolleranza ⌀ nominale0 / −0,005normanorma internacolore collarinorossomodellohpassaggio interno per lrnorivestimentotialndirezione di avanzamentoorizzontale, obliquo e verticalemateriale da tagliohmia umido maxdescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticoposizione libera, mm15⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,015avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,015raggio del tagliente r1, mm0,2lunghezza complessiva l, mm55⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2affilatura a doppia fase per una lavorazione altamente precisalimitatamente adattoinox < 900 n/mm² m/minidoneoacciaio < 750 n/mm² m/minlimitatamente adattoacciaio < 67 hrc m/minidoneoacciaio < 55 hrc m/minidoneoacciaio < 65 hrc m/minidoneoacciaio < 50 hrc m/minidoneoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,35codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 inclnota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
9566000366210938 €
-
⌀ posizione libera: d1 = 0 / -0,01 mmangolo di spallamento α = 16°per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)! eslimitatamente adattoacciaio 900 n/mm² m/minidoneoacciaio < 60 hrc m/minidoneoacciaio < 1400 n/mm² m/minidoneocuzn m/minidoneoacciaio < 1100 n/mm² m/minidoneoa umido minposizione libera, mm10⌀ posizione libera d1, mm1,14avanzamento fz per contornatura in acciaio < 65 hrc, mm0,02avanzamento fz per fresatura a copiare in acciaio < 65 hrc, mm0,02raggio del tagliente r1, mm0,2lunghezza complessiva l, mm50⌀ codolo ds, mm4lunghezza taglienti lc, mm1,2vf = 18000 × fz × z dati tecnicitolleranza ⌀ nominale0 / −0,005normanorma internacolore collarinorossomodellohpassaggio interno per lrnorivestimentotialndirezione di avanzamentoorizzontale, obliquo e verticalemateriale da tagliohmia umido maxdescrizioneesecuzione: garant diabolo: metallo duro e rivestimento di nuova generazione appositamente studiati per la lavorazione dei materiali duri (temprati)copiatura: ap = 0,05×d×ap corradatta anche per la lavorazione di rame elettroliticoaffilatura a doppia fase per una lavorazione altamente precisanota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:contornatura: ap = 0,1×d×ap corrlimitatamente adattoinox < 900 n/mm² m/minidoneoacciaio < 750 n/mm² m/minlimitatamente adattoacciaio < 67 hrc m/minidoneoacciaio < 55 hrc m/minidoneoacciaio < 65 hrc m/minidoneoacciaio < 50 hrc m/minidoneoseriediabolotipo di prodottofrese toroidaliangolo dellelica, grad30fattore di correzione ap corretto0,8codolodin 6535 ha con h5⌀ tagliente dc, mm1,2numero denti z2sporgenza totale l1 incltolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7347000122070312 €