Euro in piu chiama al

Nessun risultato trovato
Provare a eseguire una nuova ricerca
Non ci sono offerte
Weidmüller 1047150000 morsetto a vite 35 mm² numero poli

Il collegamento per circuiti stampati ad alta corrente per più power on board: 150 a /1000 v con cavi fino a 50 mm² da collegare direttamente al circuito stampato! lxxx 15
Italia
149 €
Manhattan cavo usb usb 2.0 spina usb-a, spina usb-b 1.80 m
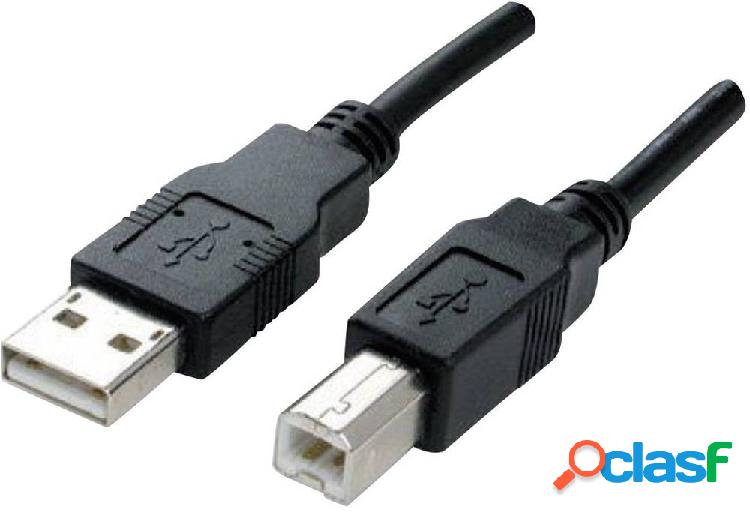
Cavo usb di alta qualità per stampanti, dischi fissi usb e altri dispositivigrazie alla doppia schermatura tutti i dati vengono trasmessi in sicurezza, anche quando sono presenti molti cavi vicini
Italia
2 €
Mean well lpf-16-36 driver per led, trasformatore per led

Alimentatore a led in alloggiamento in plastica con una gamma di tensioni in ingresso da 90 a 295 v acuscita mixed mode (tensione costante fino alla corrente massima, poi corrente costante) (c
Italia
24 €
Weidmüller 1291220000 connettore da pannello per sensore o

Offre un'elevata frequenza di plug-in, altezza stromubertragbarkeit e un'elevata densità di contatto e, allol'installazione di connettori circolari può saldati direttamente sul circuito stampato
Italia
154 €
Manhattan mini-displayport / displayport cavo adattatore

Questi cavi mini displayport offrono una soluzione monocavo per la trasmissione di segnali audio e video digitali ad alta risoluzione di pc e notebook a un dispositivo di uscitacon una larghezza di
Italia
12 €
Manhattan cavo usb usb 2.0 spina usb-a, presa usb-a 1.80 m

Inoltre potrete utilizzare questo cavo come prolunga per il cavo di ricarica del vostro iphone, ipad, smartphone o per qualsiasi altropratica prolunga usb per dispositivi usb come tastiera o mouse
Italia
2 €
Weidmüller 1282910000 connettore femmina tot poli 14 numero
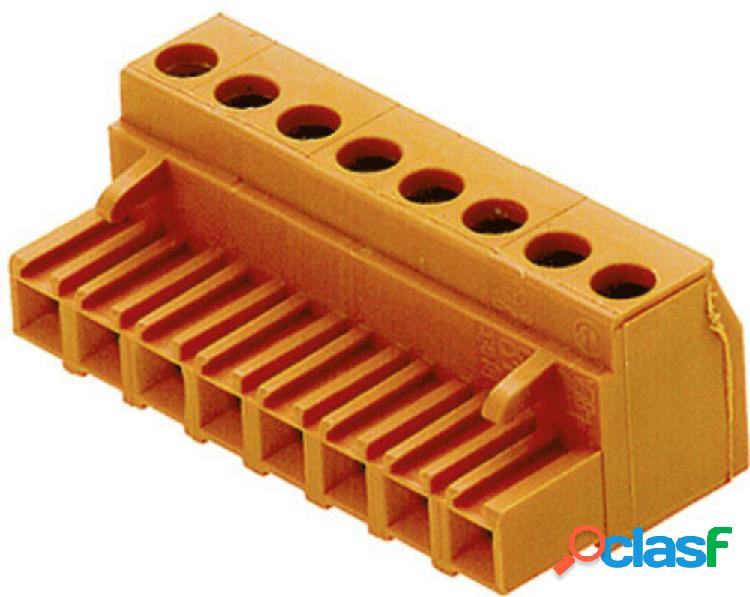
Collegamento circuiti stampati a innesto con tecnologia di collegamento innovatiever per un utilizzo sicuro e gestione intuitivatesto tradotto automaticamente
Italia
259 €
Signal construct dbi01322 modulo led 2 vie verde, verde (l x
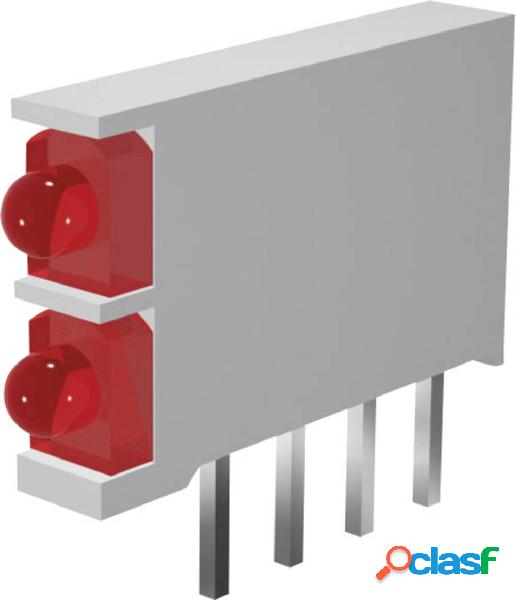
Permetter di risparmiare spazio nella disposizione in file grazie a una griglia contenutamini-line led a modulo doppio
Italia
1 €
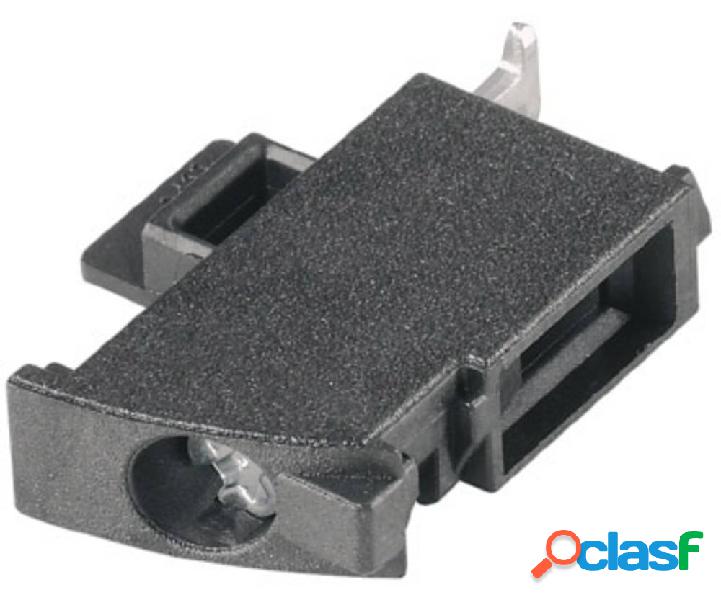
Glen dimplex 328260 328260 piastra inferiore
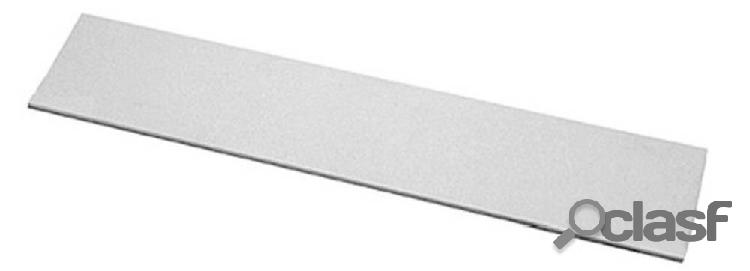
Piastra inferiore termoisolante a base di silicato di calcio, evita punti di stampa e scolorimento in caso di posa su tappeti chiari, rivestimenti per pavimenti sensibili alla temperatura e pavimenti
Italia
129 €
Weidmüller 2418580000 morsetto a vite nero 432 pz.
Morsetto per circuiti stampati (morsetto per c) con tecnologia di collegamento anwendungsgerechter per un semplice e trasferimento sicuro dei dati direttamente sul circuito stampato
Italia
689 €
Signal construct melb2264 luce di segnalazione a led bianco

Grazie ai led a fascio stretto con 2 fino a 7 cd (a seconda del colore) e alla lente ottica è possibile ottenere una luminosità e una riconoscibilità a grandi distanze fino a 10 volte superiore
Italia
6 €
Signal construct skhd05104 luce di segnalazione a led giallo

Per il fissaggio snap-in con testa abbagliante super piatta e dalla superficie opacagrazie allopacizzazione della superficie è possibile ottenere un buon contrasto acceso/spento e unalta
Italia
3 €
Signal construct mwcb22489 luce di segnalazione a led blu

In questo modo si ottiene unemissione simile a quella di un led multichipparte isolante in vernice luminescentecombinazione speciale di riflettore con lente di diffusione
Italia
6 €
Signal construct zaew1032 serie led 10 scomparti verde (l x
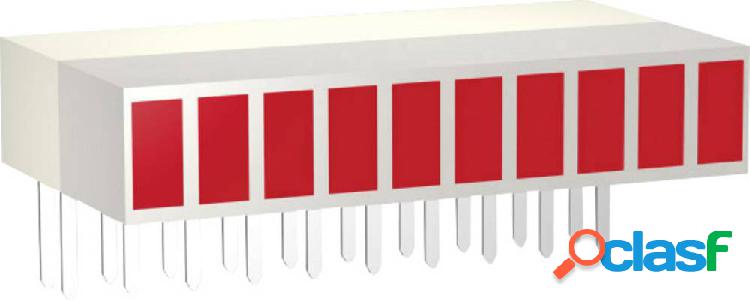
Maneggio preciso dei pin e terminali dei contatti a forma di v per un montaggio senza problemila sovra-irradiazione è impedita da un lucernario
Italia
6 €
Mean well hlg-185h-c1400a driver per led, trasformatore per

), classe di protezione ip65 testo tradottoalimentatore a led in alloggiamento in metallo con una gamma di tensioni in ingresso da 90 a 305 v acuscita corrente costante (c
Italia
67 €
Schneider electric kit casa unifamiliare

Il kit bifamiliare twinbus ip di loto video combina un design accattivante con una tecnologia di comunicazione intelligenteil kit casa unifamiliare è composto dai seguenti componenti
Italia
1439 €
Schneider electric meg6194-6010

Il modulo universale del pulsante merten knx push button dynamic labeling offre un'elevata efficienza grazie al display in combinazione con la massima flessibilità grazie alle diverse combinazioni di
Italia
234 €
Signal construct smqd08622 luce di segnalazione a led bianco

Il resistore pilota necessario nei led tradizionali è già inserito nellalloggiamento, così viene meno anche il cablaggiola lampada spia led funziona direttamente con la tensione nominale indicata
Italia
4 €
Morsettiera per cs weidmüller bv/sv totale poli 3
Connettore pin strip, chiuso lateralmente, flangia centrale, collegamento a saldare, 7,62 mm, numero di poli: 3, 270 °, lunghezza pin saldato: 3,5 mm, stagnato, boxconnettore per pcb
Italia
164 €
Morsettiera per cs weidmüller bv/sv totale poli 3 passo:

Connettore per pcbconnettore pin strip, chiuso lateralmente, flangia centrale, collegamento a saldare, 7,62 mm, numero di poli: 3, 270 °, lunghezza pin saldato: 3,5 mm, stagnato, nero, box
Italia
159 €
Bosch professional gws 11-125 p 0601792202 smerigliatrice

Smerigliatrice angolare gws 11-125 p con una straordinaria protezione dell'utente dell'operatore: l'interruttore di protezione spegne la macchina immediatamente dopo il rilascioeccellente controllo
Italia
164 €
Mean well hbg-100-48a driver per led, trasformatore per led

Alimentatore a led in alloggiamento in metallocon uscita mixed mode (tensione costante fino alla corrente massima, poi corrente costante (ctesto tradotto automaticamente
Italia
61 €
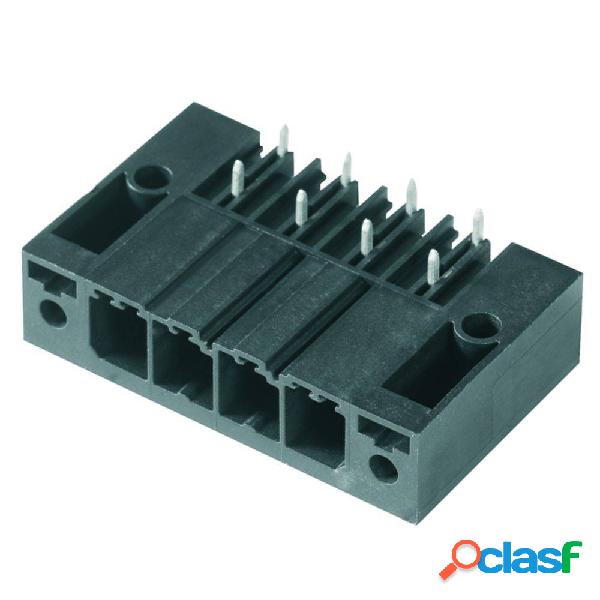
Morsettiera per cs weidmüller bv/sv totale poli 4 passo:

Connettore per pcbconnettore maschio, chiuso lateralmente, flangia centrale, collegamento a saldare, 7,62 mm, numero di poli: 4, 90 °, lunghezza pin saldato: 3,5 mm, stagnato, nero, box
Italia
169 €
Weidmüller 1041610000 morsetto passante componibile beige
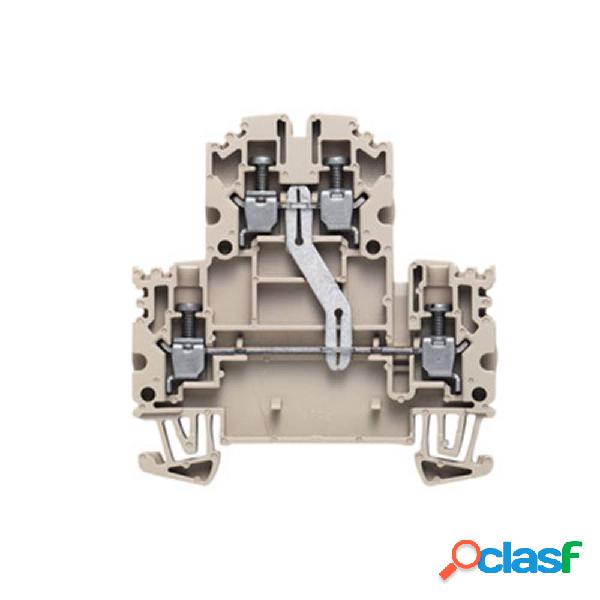
Nei morsetti a due piani wdk… vengono condotti due potenziali in un morsettounaltra caratteristica di differenziazione è il tipo di collegamento trasversale per la distribuzione del
Italia
419 €
Mean well rsp-75-24 alimentatore a commutazione. 3.2 a 76 w

Filtro pfc attivo, forma piatta (30 mm), raffreddamento tramite semplice convezione dellaria, testo tradottoalimentatore a tensione costante in alloggiamento in metallo con morsetti a vite
Italia
38 €
Mean well hrp-75-36 alimentatore a commutazione. 2.1 a 75 w

Filtro pfc attivo, forma piatta (1u), raffreddamento tramite semplice convezione dellariaalimentatore a tensione costante in alloggiamento in metallo con morsetti a vite
Italia
48 €
Beurer mp55 leva calli

Adatto per mani, piedi e il gomito - per pelle liscia e morbidaper la rimozione di pelle tromba, o callitesto tradotto automaticamente
Italia
53 €
Schneider electric meg2367-6035

Contatto di protezione presa con caricabatterie usb tipo a e tipo c / 3,0 a, protezione integrata dal contatto migliorata in conformità con vde 0620 parte 1, durata prevista: 20
Italia
87 €
Crc 32726-aa textile clean pro detergente per tappezzeria
La schiuma detergente rimuove anche lo sporco più ostinato e di sostanze lederbezugen, cuscini, tappeti e elementi decorativitextile clean pro è il detergente tappezzeria con effetto immediato
Italia
18 €
Schneider electric meg2367-0319

Alimentazione di tensione usb 2protezione integrata dal contatto migliorata in conformità con vde 0620 parte 10 con due uscite per il funzionamento/la ricarica simultanei di due dispositivi usb con
Italia
69 €