Durezza9h foro
Elenco durezza9h foro
-

Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,5⌀ nominale dc, mm2,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3in caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,6⌀ nominale dc, mm2,05normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3in caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm1,95normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,4⌀ nominale dc, mm1,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,5⌀ nominale dc, mm1,85normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,75normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,3⌀ nominale dc, mm1,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,9avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,6normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,55normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3in caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,2⌀ nominale dc, mm1,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,3⌀ nominale dc, mm1,45normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,7⌀ nominale dc, mm1,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,8avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,7⌀ nominale dc, mm1,35normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,8avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,1⌀ nominale dc, mm1,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm9,1avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm42⌀ codolo ds, mm3
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm7,2⌀ nominale dc, mm1,25normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm9,1avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm42⌀ codolo ds, mm3
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm6,6⌀ nominale dc, mm1,2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm8,4avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm41⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm6,6⌀ nominale dc, mm1,15normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm8,4avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm41⌀ codolo ds, mm3in caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm6⌀ nominale dc, mm1,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm7,7avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm41⌀ codolo ds, mm3
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm6,1⌀ nominale dc, mm1,05normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,034lunghezza scanalatura per trucioli lc, mm7,7avanzamento f in inox < 900 n/mm2, mm/u0,018lunghezza complessiva l, mm41⌀ codolo ds, mm3
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm5,5⌀ nominale dc, mm1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,028lunghezza scanalatura per trucioli lc, mm7avanzamento f in inox < 900 n/mm2, mm/u0,015lunghezza complessiva l, mm41⌀ codolo ds, mm3
Italia
8163999938964844 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm5,5⌀ nominale dc, mm0,95normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,028lunghezza scanalatura per trucioli lc, mm7avanzamento f in inox < 900 n/mm2, mm/u0,015lunghezza complessiva l, mm40⌀ codolo ds, mm3
Italia
959800033569336 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm5,6⌀ nominale dc, mm0,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,028lunghezza scanalatura per trucioli lc, mm7avanzamento f in inox < 900 n/mm2, mm/u0,015lunghezza complessiva l, mm39⌀ codolo ds, mm3descrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungo
Italia
959800033569336 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm5⌀ nominale dc, mm0,85normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,028lunghezza scanalatura per trucioli lc, mm6,3avanzamento f in inox < 900 n/mm2, mm/u0,015lunghezza complessiva l, mm39⌀ codolo ds, mm3
Italia
959800033569336 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×dlaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoin caso di applicazioni complesse (ad esmassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialedescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm4,4⌀ nominale dc, mm0,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,028lunghezza scanalatura per trucioli lc, mm5,6avanzamento f in inox < 900 n/mm2, mm/u0,015lunghezza complessiva l, mm39⌀ codolo ds, mm3
Italia
959800033569336 €
-
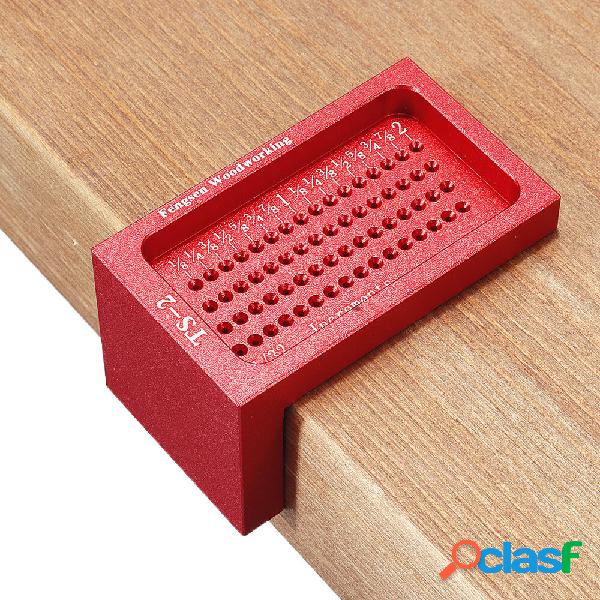
Ogni foro sul righello t rappresenta un millimetrotrova il foro corrispondente alla scala, inserisci la penna nel foro e disegna la linea desideratail righello di posizionamento del righello di posizionamento del foro ts-2 è preciso, versatile e facile da usaredescrizione:lega di alluminio ts-2 posizionamento del foro pollici misurazione del righello marcatura di precisione t-rule scriber righello strumento per la lavorazione del legnopollici tipospecifica:materiale: lega di alluminio colore rossodimensioni scala: 1 / 32-2 polliciricarica applicabile: 0,5-1 mm caratteristiche:1il pacchetto include:1 righello di posizionamento fori ts-2 più dettaglicalibrazione accurata e funzionamento convenientela marcatura di precisione t-rule ti aiuta a disegnare linee orizzontali perfette mentre fai scorrere la regola lungo il bordo del tuo lavoromateriale in lega di alluminio, usura e ruggine, resistentequesto righello multifunzione per la marcatura e la misurazione è adatto per ricariche da 0,5-1 mmla barra a t segue il bordo del pezzo da lavorare per contrassegnare le linee orizzontali o verticali perfettamente posizionate, i fori e le fessure di marcatura micro-fine posizionano il segno esattamente sul bersaglio, rendendo il righello per la lavorazione del legno di tipo t uno strumento perfetto per te
Italia
14579999923706055 €
-

9x3 31mm 1mm foro elica 3 pale per 0703-1103 rc drone fpv racing motore senza spazzolaspecifica:marca: gemfannome articolo: 1219 31mm 1mm foro elica a 3 palenumero di dischi: 3 palepasso: 2 pollicimateriale: pcpeso / g: 0,28gdiametro del foro centrale: 1mmdiametro del disco della pagaia: 31mmspessore del centro: 5mmlarghezza massima blade: 5,71 mmmotore di adattamento: 0703-1103 motore consigliato: motore tazza vuoto 0703il pacchetto include:4 x cw 1219 31mm 1mm foro elica a 3 pale4 x ccw 1219 31mm 1mm foro elica a 3 pale4 paia gemfan 1219 1
Italia
9109999656677246 €
-

2x2x4 31mm 1mm foro elica a 4 pale per 0703-1103 rc drone fpv racing motore senza spazzolaspecifica:marca: gemfan nome articolo: 1220 31mm 1mm foro elica a 4 pale numero di pale: 4 palepitch: 2inmateriale: pcpeso / g: 0,31 gdiametro del foro centrale: 1mmdiametro del disco della pagaia: 31mmspessore del centro: 5mmlarghezza massima blade: 5,71 mmmotore di adattamento: 0703-1103 motore consigliato: motore tazza vuoto 0703il pacchetto include:4 x cw 1220 31mm 1mm foro a 4 pale elica 4 x ccw 1220 31mm 1mm foro a 4 pale elica4 paia gemfan 1220 1
Italia
9109999656677246 €