280mm profondita foro
Elenco 280mm profondita foro
-

Tarot kit telaio in carbonio tl280h 280mm per rc drone fpv racing per multicottero quadricottero specificazioni:marca: tarocchinome elemento: tl280h 280mm attraverso kit telaiopasso: 280mmaltezza cremagliera vuota /altezza assemblaggio: 901 macchina fotografica:700tvl eachine fotocamera fpv comboomacchina fotografica mobius vtx e vrx: si prega di clicca quifpv antenna: si prega di clicca quila confezione include:1 x attraverso il corpo1 x spina jst2 x linea di sterzo 70 mm1 x spina xt601 x batteria magia appiccicoso1 x cravatte per batteria1 x manuale dellinglese5mmi seguenti prodotti nel nostro sito web sono adatti per il kit tl280h telaio 280mm:motore brushless: 2204kv motorebrushless esc:serie emax 12a simonk oragno ztw series12a simonk controllore di volo: cc3d openpilot o flip32 omini apm v31v / 2200mahnota che dimensioni della batteria: lunghezza 70-120mm / larghezza 37mm / altezza 274 mmlunghezza cornice vuota / lunghezza totale: 220 mm / 340 mmlarghezza cornice vuota / larghezza assemblaggio: 252 mm/ 370 mmpeso a vuoto: 143gparti raccomandati(pacchetto non includere):elica: 6 pollici 3 fogliemotore: 2204kvesc: 12abatteria: 11
Italia
32630001068115234 €
-
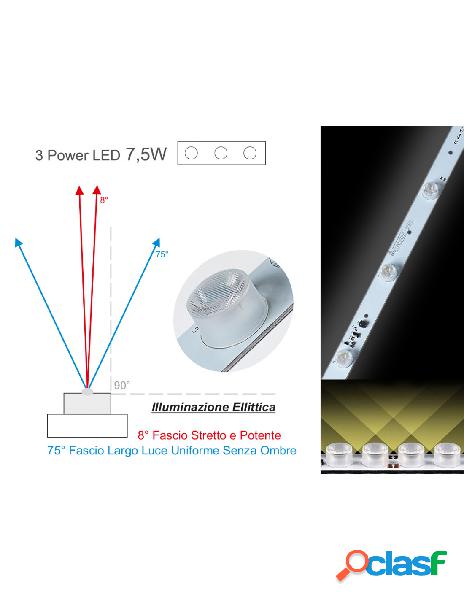
Barra led rigida 24v 7,5w 6000k 280mm lente ellittica angolo 8x75 modulo led per insegna pubblicitaria illuminazione laterale led edge-lit strip module box led side posterbox module,barra led rigida per illuminazione laterale insegna cassone pubblicitàdc 24v 75w e 800 lumen effettivo con 3 power led osram da 5w,dimensione 280x26x14mm,non impermeabile ip20,bianco freddo 6000k circacon lente ellittica angolo particolare 8x75°(8 gradi super stretto per luce frontale più potente alta resa luminosa,75 gradi larga laterale tra 2 led per avere copertura massima senza ombra luce diffusa) base pcb in alluminio auto dissipante senza necessità di dissipatore,connettori rapidi maschio femmina plug & play su 2 lati,allungabile in serie fino 10 pezzi senza caduta di tensioneideale per illuminare insegne luminose e cartelloni pubblicitari doppia faccia con installazione dai 2 lati con un massimo di 3 metri di largehzza, disponibile: 280mm con 3 led (sku:ml3280f) e 516mm con 5 led (sku:ml5516f) marcaledluxskuml3280f voltaggiodc24vpotenza75wcolorazione6000kluminosità800lmnumero di led3 power led osram da 5wangolospeciale 8x75°crira>80impermeabileip20connettorisi,maschio e femmina plug& playdimensione 280x26x14mmdistanza tra 2 led:118mmdurata >30000 oreomologazionece o rohsnota benepbc in alluminio senza necessità di dissipatoreallungabile in serie fino a 10 moduli
Italia
-

Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm16,4⌀ nominale dc, mm3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm52⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9494999694824219 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,9⌀ nominale dc, mm2,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm20,3avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm15,4⌀ nominale dc, mm2,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm19,6avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm51⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9345999908447266 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm14,8⌀ nominale dc, mm2,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,115lunghezza scanalatura per trucioli lc, mm18,9avanzamento f in inox < 900 n/mm2, mm/u0,08lunghezza complessiva l, mm50⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,7⌀ nominale dc, mm2,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm17,5avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm49⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm13,2⌀ nominale dc, mm2,4normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,8avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,6⌀ nominale dc, mm2,3normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm16,1avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm48⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
9144000244140625 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialeassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm12,1⌀ nominale dc, mm2,2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm15,4avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3in caso di applicazioni complesse (ad es
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,5⌀ nominale dc, mm2,1normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11,6⌀ nominale dc, mm2,05normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,095lunghezza scanalatura per trucioli lc, mm14,7avanzamento f in inox < 900 n/mm2, mm/u0,06lunghezza complessiva l, mm47⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm2normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8918000030517578 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm11⌀ nominale dc, mm1,95normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm14avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm46⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,4⌀ nominale dc, mm1,9normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm10,5⌀ nominale dc, mm1,85normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm13,3avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,8normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,9⌀ nominale dc, mm1,75normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm12,6avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm45⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm9,3⌀ nominale dc, mm1,7normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,9avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8641000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,6normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,8⌀ nominale dc, mm1,55normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,07lunghezza scanalatura per trucioli lc, mm11,2avanzamento f in inox < 900 n/mm2, mm/u0,04lunghezza complessiva l, mm44⌀ codolo ds, mm3equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaioassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,2⌀ nominale dc, mm1,5normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3laumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungomassima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8341000366210938 €
-
Prima di utilizzare lutensile per foratura successivo, prestare sempre attenzione allassenza di trucioli nel foro pilotaper la foratura di diametri di piccole dimensioni fino alla profondità massima, previa realizzazione del foro pilotauna volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando unapposita punta da centro per macchine cnnota: per limpiego sicuro delle micropunte a partire da 8×d, è indispensabile un foro pilota di almeno 4×d con il microforo pilota ni materiali a truciolo lungo richiedono alloccorrenza uno scarico dei trucioli a passi di 3×d con un movimento di ritorno minimo alla profondità del foro pilotain caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da dc = ⌀ di 1 mm fino a una lunghezza di 12×ddescrizioneesecuzione: micropunte ad alte prestazioni per impiego universale, particolarmente indicate per la lavorazione dellacciaiolaumento dei volumi di truciolatura per unità di tempo e le durate straordinarie determinano un processo di foratura economicamente vantaggioso anche con diametri di dimensioni minime, garantendo un rapporto l/d al tempo stesso elevatoequilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per una migliore evacuazione del truciolo anche con materiali a truciolo lungoassicurarsi di usare elementi di serraggio utensili adatti (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità radiale inferiore a 0,003 mm, una pressione del lubrorefrigerante sufficientemente elevata (minimo 30 bar) e un sistema di filtrazione del liquido di raffreddamento adeguatamente fine (dc 850 n/mm² m/minadattoacciaio 900 n/mm² m/minidoneosemi-standardsìprofondità di foratura massima consigliata l2, mm8,3⌀ nominale dc, mm1,45normanorma internatolleranza ⌀ nominalem6numero taglienti z2avanzamento f in acciaio < 1100 n/mm2, mm/u0,045lunghezza scanalatura per trucioli lc, mm10,5avanzamento f in inox < 900 n/mm2, mm/u0,024lunghezza complessiva l, mm43⌀ codolo ds, mm3massima sicurezza dei processi grazie al sistema di utensili perfettamente compatibili tra loro e agli ampi pattinimassima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre lavanzamento dellutensile del 50% prima delluscita del materialein caso di applicazioni complesse (ad es
Italia
8341000366210938 €