Calcolare
Elenco calcolare
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia fase000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°posizione libera: 10 mm⌀ poslibera d1: 1,14 mmlunghezza complessiva l: 50 mmcopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-
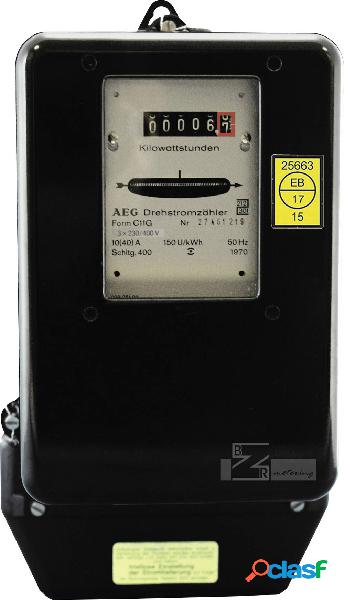
Potete calcolare senza problemi anche ilcon questi contatori di corrente potete calcolare lesatto consumo di corrente della vostra lavatrice, del vostro congelatore e della vostra caldaia
Italia
6798999786376953 €
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incldescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 50 mm⌀ posizione libera: d1 = 0 / -0,01 mmposizione libera: 8 mm⌀ pos× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mmangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mmposizione libera: 8 mm⌀ pos× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseposizione libera: 4 mm⌀ posper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mmangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrposizione libera: 30 mm⌀ poslibera d1: 1,44 mmlunghezza complessiva l: 70 mmangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7991000366210938 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrlibera d1: 1,44 mmlunghezza complessiva l: 60 mmdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseposizione libera: 25 mm⌀ posper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrposizione libera: 20 mm⌀ posdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia fase000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,14 mmlunghezza complessiva l: 60 mm⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera: 15 mm⌀ posvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia fase000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°libera d1: 1,14 mmlunghezza complessiva l: 55 mmcopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera: 15 mm⌀ posvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incldescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 50 mm⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esposizione libera: 15 mm⌀ posvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 55 mm⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrposizione libera: 12 mm⌀ posdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 55 mm⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrlibera d1: 1,44 mmlunghezza complessiva l: 50 mmangolo di spallamento α=16°posizione libera: 10 mm⌀ poscopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrposizione libera: 20 mm⌀ poslibera d1: 1,44 mmlunghezza complessiva l: 60 mmdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrposizione libera: 20 mm⌀ pos000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incldescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 55 mmangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7394000244140625 €
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,8 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incldescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°posizione libera: 10 mm⌀ poscopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corrlibera d1: 1,74 mmlunghezza complessiva l: 50 mm⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-

Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrlibera d1: 0,95 mmlunghezza complessiva l: 50 mmdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrangolo di spallamento α=16°posizione libera: 10 mm⌀ poscopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 incl⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
6702999877929688 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap max000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,5 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclaffilatura a doppia faseper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrposizione libera: 6 mm⌀ poslibera d1: 1,44 mmlunghezza complessiva l: 50 mmangolo di spallamento α=16°copiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €
-
Per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!es× 0,50× d per calcolare la velocità di avanzamento vf, usare il numero di giri della macchina effettivamente impiegato (per lo più quello massimo)!esvf = 18000 × fz × z nota: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per:scanalatura piena: ap = 0,25 × d × ap corrle tolleranze estremamente ristrette garantiscono la massima precisionecontornatura: ap = 0,50 × d × ap corrdescrizione: in caso di aumento della sporgenza totale dellutensile, applicare la riduzione ap!valori per: ts_fraes-kopieren f z per ap = 0,25×d ts_fraes-besaeumen fz per an = 0,50×dap maxaffilatura a doppia fase000 × fz × z numero denti z: 2angolo dellelica: 30 gradocodolo: din 6535 ha con h5numero denti z: 2lunghezza taglienti lc: 1,2 mmraggio del tagliente r1: 0,3 mmsporgenza totale l1 inclper soddisfare i massimi requisiti di potenza e precisione nelle leghe di alluminiots_fraes-besaeumen: ap corrposizione libera: 5 mm⌀ posangolo di spallamento α=16°libera d1: 1,14 mmlunghezza complessiva l: 50 mmcopiatura: ap = 0,25 × d × ap corresecuzione: con rivestimento dlc sp2 di ultimissima generazionets_fraes-kopieren: ap corr⌀ posizione libera: d1 = 0 / -0,01 mm× 0,25 × d ap maxtolleranze:raggio tagliente: r1 = ±0,0025 mm
Italia
7061000061035156 €